|
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
文/赵升吨
(4)基于SPC统计过程控制的点焊质量监控
统计质量控制 (Statistical Quality Control, 简称SQC),通常也称为统计过程控制(Statistical Process Control,简称SPC)。
指运用控制图等数理统计方法来分析制造过程以及与产品质量相关的特征值,并通过适当的措施来达到并保持过程稳定,从而实现改进和保证产品质量的目的,SPC能实现电阻焊全过程多参数统计质量控制。
电阻点焊SPC统计过程控制,主要通过实时测量焊接电流、电极压力、电极位移等点焊变量,将其作为控制量进行SPC统计计算,得到带有控制上限和下限的控制图(见下图)和直方图,根据控制图或直方图就可确定每个变量的超差情况,最后确定工件的焊后状态:废品或合格产品。

下面介绍SPC统计质量控制用于汽车座椅调角器电容储能电阻焊,实现电阻焊全过程多参数统计质量控制的一个实例。
根据产品焊接特点,采用左右两电极同时焊接的电容储能凸焊机,并配以SPC统计质量控制系统。该控制系统实现了对保证焊接质量的主要焊接参数:焊接电流、焊接压力、焊接位移进行焊前参数的上下限设置,焊接过程中参数及曲线的实时检测显示,故障报警及焊接质量的统计过程控制等功能,从真正意义上实现了电阻焊质量的全过程控制。
① 系统控制原理
该控制系统中,数据采集卡将采集到的左电极电流、右电极电流、焊接压力、焊接位移、三相充电电压七个变量的数组经过抗干扰等预处理后送往数据库,并在数据库中对由这七个变量组合而成的十二个控制量做SPC统计计算,然后再在界面中显示SPC控制图。实际中,采用的数据库是Microsoft Access 2000,数据库语言是SQL语言。
其中左电极焊接电流、右电极焊接电流、左电极回火电流、右电极回火电流的计算公式为:
式中:It为时间t时的实际焊接(回火)电流; nt为时间t时的采样次数; Iit为时间t时的采样焊接(回火)电流;?t为采样的时间间隔。
焊接电流峰值和回火电流峰值分别为左电极焊接电流峰值、右电极焊接电流峰值、左电极回火电流峰值、右电极回火电流峰值之和。即:

焊接总能量、回火总能量的计算公式为:
式中:为总能量;为A、B、C三项电容器组总电容量的1/3;Ua、Ub、Uc为A、B、C三项电容器组的电压,计算焊接总能量时采用焊接时的充电电压,计算回火能量时采用回火时的充电电压。
本系统中数据库能存储50万组数据。SPC控制量数据经采集和预处理后送入数据库并在数据库中进行SPC计算。实际计算中,每5个数据构成一个样本空间,在显示SPC控制图中显示为一个点,一幅SPC控制图共有25个样本即子组数为25,总共125个数据。
具体的计算公式如下:
均值的上控制线: 
均值的下控制线: 
极差的上控制线: 
极差的下控制线: 
其中:
k为子组数,n为每组的样本个数。 参数是根据正态分布3σ原则确定的。
系统的过程能力为: 
其中:

LSL为规格下限,USL为规格上限。
这些数据经过计算后存贮在数据库里并在需要的时候显示出来,具体显示界面见“统计结果界面的显示” 。
② 控制结果显示
统计结果如下图所示,该图中各个检测数值都在规范内,符合焊接要求,所以直方图为绿色。

当有检测数值在规范外时,该参数的直方图则将显示成红色如下图所示,该图中最后两个参数:压力和压陷超出了规范值,故其颜色为红色。

SPC控制图如下图所示,在右侧的参数选择列表中选择需要统计的参数,设定数据起始日期时间,产品名称及班次后按动“查询”按钮,就可以看到统计后的SPC数据。本系统对12个控制量进行SPC控制,每个数据的 SPC图都可以显示出来,图16.37显示的是焊接压力的SPC控制图,在该界面的右方选择不同的参数,可以切换不同控制量的SPC控制图。
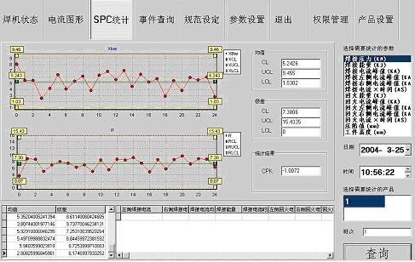
下图中处于上方的图表为均值数据,下方是极差数据,数据以125个数据,5个一组作为统计标准。共产生25个数据点。左下的列表为25个点的具体数据,点击这些具体数据可以在正下方的列表看到计算均值和极差前的1组5个基础数据。
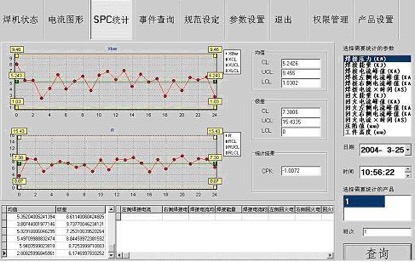
图中的中间一栏是对这125个数据统计分析后得出的控制量均值和方差的CL、UCL和LCL值,以及相应的Cpk值。
上述实例说明:
将SPC统计质量控制方法能成功地应用于电阻焊在线质量控制上,并在实际生产中取得了较好的效果。
系统实现了焊接参数的上下限设置,焊接过程中参数及曲线的实时检测显示、故障报警及焊接质量的统计过程分析等功能,从真正意义上实现了电阻焊质量的全过程控制,对保证产品质量具有很强的实际意义。
思考题
1.电阻焊设备分为哪几类?请简述电阻焊设备的主要特点。
2. 电阻焊机主电源有哪几种主要形式?分别有哪些特点?分别适用于哪些材料?
3. 电阻点焊机加压机构主要采用哪几种动力来源?新型的伺服电机驱动的加压机构具有哪些优点?
4. 简述电阻焊控制装置的主要功能及其组成。
5. 常用的电阻焊质量监控方法有哪些?请简述恒流法和热膨胀法的基本原理。与传统的质量监控方法相比,基于多参数综合的智能监控有何优势?
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

