|
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
文/赵升吨
2.3 对焊机
2.3.1 机械结构
对焊机一般有电阻对焊机和闪光对焊机两大类,其机械结构基本相同,但它与点焊机和缝焊机的机械结构有很大的区别,即包括机身、夹紧机构、送进机构等关键部分,下图是一例通用型对焊机。
按夹紧机构,可以分为杠杆夹紧、螺旋夹紧、偏心夹紧、气压夹紧、气液压夹紧和液压夹紧等对焊机。
按送进机构,可分为杠杆传动、弹簧传动、电动凸轮传动、气压传动、气液压传动和液压传动等。
按焊接过程自动化程序,可分为非自动(手动传动)焊机、半自动(非自动预热、自动烧化和顶锻)焊机以及自动焊机
按用途可分为通用和专用焊机
按安装方法可分为固定式和移动式焊机。
2.3.2 机械装置
2.3.2.1夹紧机构
对焊机的夹紧机构完成以下功能:
①放置焊件,并保证焊件准确定位。
②夹紧焊件,并在顶锻时阻止焊件打滑。
③从电源向焊件溃送焊接电流。
对焊机的夹紧机构包括静夹具和动夹具两部分,前者是固定的,直接安装在固定台板上,与焊接变压器二次绕组的一端相连,并与机身在电气绝缘;后者是可移动的,安装在活动台板上,它与焊接变压器的另一端相连。
根据被焊工件的长度及不同的夹紧要求,对焊机的夹紧机构可采用有顶座和无顶座两种形式(如下图所示)。
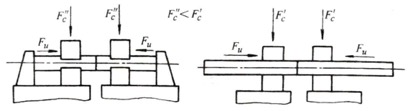
左:有顶座形式;右:无顶座形式
前者的特点是顶锻力主要通过顶座传递给焊件,因此在夹紧力较小的情况下就能承受较大的顶锻力,而后者常用于焊接长的焊件(平板、钢轨、钢管等),其顶锻力须通过钳口与焊件之间产生的摩擦力传递,故需要使用较大的夹紧力。
按夹紧机构的加力方向不同,可以分为垂直夹紧或水平夹紧,有时根据特殊需要也可采用其它夹紧方向。绝大部分通用对焊机都采用垂直夹紧机构,少数大型焊件或很长的焊件,则用水平夹紧机构,以便采用吊装形式装卸工件。
为了产生夹紧力,有多种不同结构的夹紧机构,以适合各种焊件形状和尺寸以及焊机功率等的要求。在中小功率的对焊机中,常采用手动的夹紧机构和气压夹紧机构;在大功率对焊机上,则须采用气-液压夹紧或液压夹紧机构。
手动夹紧机构包括螺旋夹紧和偏心轮夹紧;气压夹紧机构具有加压迅速、压力恒力、生产率高、易实现自动控制等优点,夹紧力一般可达到20~100kN;如果要求更大的夹紧力,则需采用气-液压夹紧式或液压夹紧机构,其夹紧力可达到200~2500kN。
2.3.2.2 送进机构
这是对焊机中起决定性作用的关键部分。它的性能直接影响到焊件的焊接质量。送进机构主要完成以下功能:
①在电阻对焊时,使焊件端面压紧,并在通电加热和顶锻时使焊件产生一定的变形。
②在闪光对焊时,先使焊件按一定的烧化曲线平稳送进,并在顶锻时提供必要的顶锻力和顶锻速度,使焊机快速压紧和塑性变形。
③在有预热的对焊过程中,能使动夹具中的焊机作多次往复直线移动。
根据焊机的功率大小、使用要求和自动化程度不同,送进机构可以采用多种不同的形式,通常有弹簧加压式、杠杆加压式、凸轮加压式、气体加压式、气-液加压式和液体加压式等。
(1)弹簧加压式和杠杆加压式
弹簧加压式和杠杆加压式送进机构的结构最简单
但由于它们的顶锻力分别是由弹簧力和手工加力产生的,存在着送进或顶锻速度、顶锻力不稳定、顶锻速度低等缺点,只能用于要求不高的中小功率对焊机上。
(2)凸轮加压式
凸轮加压式送进机构目前在中等功率用机械操作(自动)或手工操作(半自动)的对焊机上应用较为广泛。
凸轮旋转一周完成一次对焊焊接循环,凸轮的外形及转速决定了闪光和顶锻时的位移曲线。
凸轮加压式送进机构具有结构简单、闪光稳定,便于自动控制等优点,其缺点式顶锻速度受到限制为20~25mm/s,凸轮的制造要求高,闪光位移曲线变化困难等。
利用凸轮加压式送进机构的优点,焊机可采用凸轮和气压、液压联用的复合送进机构,闪光时靠凸轮传动,而在顶锻时采用气压、液压或气-液传动,以增加顶锻力和顶锻速度,这种复合送进机构的顶锻参数可以独立调节而与闪光曲线无关。
(3)气压加压或气-液加压式
目前对焊机上使用最多的是气压加压或气-液加压式送进机构,这种装置一般是气压传动,带液压阻尼以调节闪光速度。
功率较大的对焊机上通常还增加气液式增压顶锻装置,以保证有相当高的顶锻速度和足够大的顶锻力。
这种气-液加压式送进机构的优点是烧化速度均匀可调,闪光稳定,顶锻速度高,顶锻力大;缺点是结构比较复杂。此种送进机构常用于较大功率的闪光对焊机上,例如UN7-400型汽车轮圈焊机,UN17-150-1型对焊机。
(4)液压加压式
对于一些特大功率的闪光对焊机,如钢轨对焊机,大功率锚链对焊机,需采用液压加压式送进机构,这种送进机构可以给大截面的焊件施加大的顶锻力,一般采用伺服系统来控制闪光和顶锻时动夹具的运动。
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

