|
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
文/赵升吨
3.2 质量监控
为了得到高质量的电阻焊接头,其控制装置除了常规的程序控制和热量控制功能外,还需要增加焊接质量监控部分。
电阻焊质量监控技术通常采用实时稳定控制焊接参数,如恒电流监控、电极间电压监控、动态电阻监控、能量监控等方式;或控制焊接过程中反映焊点状态的物理量,如电极位移控制、压痕控制、红外辐射监控等控制方式。
电阻焊过程是一个高度非线性、有多变量耦合作用和大量随机不确定因素的过程,具有形核过程时间极短,处于封闭状态无法观测,特征信号提取困难等自身特点,造成焊点质量参数(熔核直径、强度等)无法直接测量,只能通过一些点焊过程参数或物理特征(焊接电流、电极间电压、动态电阻、能量、热膨胀电极位移、声发射、红外辐射和超声波等)进行间接的推断,这就极大影响了点焊质量监控的准确性和可靠性。
最新研究表明:借助于神经元网络理论、模糊逻辑理论、数值模拟技术及专家系统等现代控制和智能控制等方法,发展多参量综合监测技术是提高点焊质量监控精度的有效途径,即充分利用监测信息,采用合理的建模手段,建立合理的多元非线性监测模型并使该模型能在较宽条件内提供准确、可靠的点焊质量信息,可以实现真正的点焊质量直接控制。
3.2.1 基于焊接参数的监控
3.2.1.1 恒流控制
恒流控制方法是目前在航天、汽车、电子产品的生产领域用得最为广泛的点焊过程监控方法,它简单可靠、易于实现、仪器成本低、控制效果好。
恒电流质量监控的基本依据是:在点焊过程中,当通电时间与电极压力一定时,焊接电流有效值决定了焊接热量,从而决定了焊点的熔核大小,即在一定的范围内,焊点的熔核大小随着焊接电流有效值的增加而增大,因此只要使焊接电流有效值保持恒定,就能保证焊点质量。
工频交流点焊的焊接电流有效值表示为
式中 T — 50Hz正弦波周期;ω— 角频率;i — 焊接电流瞬时值。

式中 Um — 电源电压峰值;φ — 负载功率因数角; θ— 晶闸管导通角; α— 晶闸管控制角。
点焊恒流监控就是根据上述三式所示的焊接电流有效值I与晶闸管控制角α的关系来实施控制的。
点焊恒流监控实施控制的过程是:定当外界某些因素引起焊接电流有效值发生变化时,通过电流有效值I的测量并反馈控制晶闸管控制角α,使输出焊接电流有效值基本保持恒定,从而保证所需的焊接质量。
恒流控制通常可以采用PID控制策略,PID的算法公式为:

式中: α(K)—本次触发晶闸管的控制角;Kp—比例系数;KI—积分系数;KD—微分系数;E(K)—本次规一化实测焊接电流有效值In(K)与规一 化设定电流有效值Ing的偏差,即E(K)=In(K)-Ing。
根据实测焊接电流有效值与给定值的偏差,由PID算法公式确定调节晶闸管控制角α,即可实现恒流控制。点焊恒流控制子程序流程见下图。

恒流控制能够用于补偿网压波动、板厚、材料表面状况、由电极压力波动引起的接触电阻变化及磁性物质伸入焊接回路引起的感抗变化等因素的影响,但它不能补偿由电极磨损、分流等引起的实际焊接电流或电流密度的变化。不适合用于像铝合金及镀层钢板这些新材料的点焊质量控制上。恒流控制属于单一参数反馈控制方法。
3.2.1.2 动态电阻监控
动态电阻监控的原理基于:在点焊、缝焊和凸焊过程中,焊接区的电阻按一定的规律变化(如下图所示),称为动态电阻曲线。
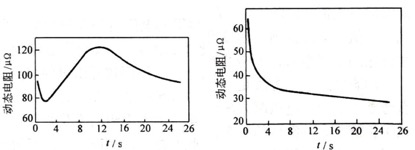
金属点焊时的动态电阻曲线
左(a)低碳钢; 右(b)铝
低碳钢、低合金钢、镀锌钢板、钛合金等金属点焊时的动态电阻曲线都具有最大值特征如图a所示,通常在动态电阻曲线达到最大值的时刻开始形成熔核,且随着尺寸的增大动态电阻值逐渐减小。这类动态电阻曲线能真实地反映熔核的形成过程,可以作为实时质量监控的依据。
铝、奥氏体型不锈钢等点焊时的动态电阻曲线(图b),通常没有最大值特征,其变化规律反映不出熔核的大小,故这类材料一般不适宜采用动态电阻方法监控。
动态电阻监控方法,通常是通过测量焊接过程中每一时刻的瞬时焊接电流和加在焊点上的瞬时电压,按下式求得动态电阻的:
r=u/i
式中 r—焊点的瞬时电阻(即动态电阻,μΩ); u—焊点的瞬时电压(V); i—瞬时焊接电流(A)。
根据焊接过程中每一瞬间的瞬时电阻,即可得到点焊时的动态电阻曲线。
利用第一类动态电阻曲线进行质量监控的方式有以下两种:
①跟踪电阻曲线法 此种监控方式是预先把试验测得的标准的动态电阻曲线存入微机内存,在焊接过程中每半个周波测出一个动态电阻瞬时值,并与标准动态电阻曲线上的值比较,当出现偏差时,在下半周内调节焊接电流,使该焊点的电阻始终跟踪标准的动态电阻曲线。
②电阻差值法或电阻变化率法 此方法是以动态电阻曲线的最大值Rm为基准,当测得的电阻值自最大值后下降了ΔR或达到一定变化率ΔR/Rm,则认为焊点熔核尺寸已达到了理想值,控制切断电流。
动态电阻监控方法是一种较理想的质量监控方法,它综合考虑了电流、电压两方面因素,动态电阻的变化规律与熔核生长情况有着密切的关系,此监控方法在航空、汽车等行业用得较广泛,但并不适合于所有被焊材料。
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

