|
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
文/赵升吨
1.2 二次整流焊机
1.2.1. 工作原理
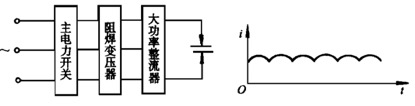
所谓二次整流电阻焊机,就是在阻焊变压器的二次绕组输出端接入大功率整流管,将阻焊变压器输出的交流电整流成直流用于焊接,其电气框图及焊接电流波形如下图所示。
左(1);右(2)
二次整流电阻焊机电气框图及焊接电流波形
(a)电气框图 (b)焊接电流波形(感性负载)
二次整流电阻焊机主电路有三种基本形式:单相全波整流、三相半波整流和三相全波整流,其电气原理如下图所示。
a.单相全波整流焊机采用二次绕组有中心抽头的单相变压器加上全波整流器(图a)。
b.三相半波整流焊机可采用单个三柱式三相变压器,三个二次绕组与三个整流管相连后接成星形(图b)。
c.三相全波整流焊机可以采用三只相同的单相变压器,二次绕组按单相全波整流方法与六组整流管相连,该系统相当于三个简单的单相系统组合而成(图c);三相全波也可以采用单独的一个三相变压器,使两组二次绕组反星形联结。

左(a);中(b);右(c)
(a)单相全波整流 (b)三相半波整流 (c)三相全波整流
1.2.2 特点
(1)由于二次输出为直流,且电流不过零,热效率高,获得同样焊接电流所需的二次空载电压和功率比交流焊机低得多,功率因数也大大提高,达到0.8~0.9。据统计,在保证相同焊接效果的条件下,这种焊机所需的视在功率只有交流焊机的1/3~1/5,节能效果好。
(2)三相负载均衡(对于三相半波或全波二次整流焊机而言),这一特点对于供电电网十分有利,而且在相当于交流焊机1/3~1/5的线电流情况下,就能得到相同的焊接效果,对供电电网的利用率高,冲击小。
(3)由于二次整流焊机二次输出直流,故焊接回路的感抗几乎为零,焊接电流的大小仅和回路电阻成正比,不受焊机臂包围面积变化及焊接回路内伸入磁性物质等影响回路感抗的因素的影响。
(4)焊接时在电极臂之间不会产生交变电磁力,故电极压力稳定。在焊钳与阻焊变压器分开的悬挂式点焊机上也不需要采用粗大的低感抗电缆,故可提高电缆的使用寿命,并减轻劳动强度。
(5)直流缝焊能大大提高焊接速度,不受交流频率的限制。
(6)闪光对焊时,闪光稳定,可减少闪光所需电压,从而可减少焊机功率。
此类焊机的缺点是:
需采用大功率整流管,整流管价格高、体积大,且焊接变压器的利用系数低、尺寸较大,设备的一次投资费用将是交流焊机的一倍左右;
同时,由于变压器二次输出的是大电流、低电压,整流器的正向压降也损耗相当一部分功率。
1.2.3 应用
二次整流电阻焊机通用性很强,可用于点焊、凸焊、缝焊和对焊各种电阻焊方法上,并可用于焊接各类金属材料,它能获得比工频交流焊机更好的焊接效果,而且能够满足一些特殊的焊接工艺要求,其主要应用为:
①工频交流焊机难于焊接的导电、导热性好的有色金属点焊、缝焊。
②大型构件、厚板的点焊,以及多层薄板点焊。
③焊接耐热钢板,不易产生裂纹。
④较薄板材的高速连续缝焊以及大型截面焊件的对焊。
⑤焊件结构要求焊机臂伸长较长或有铁磁性物质伸入焊接回路的情况,以及用于要求焊接回路面积较大的悬挂式点焊钳上,在不需要增加焊机功率的情况下保证焊接质量。
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

