|
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
文/赵升吨
1.4 电容储能焊机
1.4.1 工作原理
电容储能焊的原理是利用从电网缓慢地储积于电容器中的能量,在很短的时间内,通过阻焊变压器向被焊工件放电进行焊接,其电气原理如下图所示。
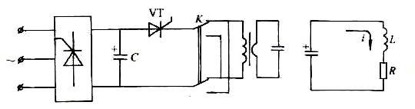
左:电气原理图;右:等值放电电路图
电容储能焊机的放电回路可以等值为图b所示的电容器C对等值电阻R及等值电感L的放电电路,此电路方程为:

将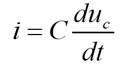 代入 代入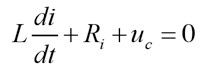 得: 得:

令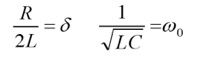
其特征方程为:
解得: 
从方程的根可以看出,焊接回路电参数不同,决定了α1和α2是实数还是虚数,从而决定电容储能的焊接电流有以下两种类型:
(1)当 ,即 ,即 时, α1和α2为两个共轭复数根,此时焊接电流波形是衰减振荡型的(如图a中曲线1所示),此种电流波形的特点是通电时间较短,电流峰值较大; 时, α1和α2为两个共轭复数根,此时焊接电流波形是衰减振荡型的(如图a中曲线1所示),此种电流波形的特点是通电时间较短,电流峰值较大;
(2)当 ,即 ,即 时, α1和α2是两个不等的实根,相应的焊接电流波形是非振荡性的(如图b中曲线2所示),此种电流波形的特点是通电时间较长,电流峰值较小。 时, α1和α2是两个不等的实根,相应的焊接电流波形是非振荡性的(如图b中曲线2所示),此种电流波形的特点是通电时间较长,电流峰值较小。

(a)左:焊接电流波形;(b)右:电流波形调节
1—衰减振荡波形 2—非振荡波形
通过对电容储能焊机放电电路分析可知:当焊机焊接回路一定时,影响放电电流波形的主要参数是充电电压U0 、储能电容容量C及焊接变压器的电压比K,其影响如图b、c及d所示。
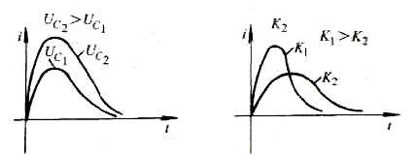
(c)左:衰减振荡波形;(d)右:非振荡波形
因此,可以利用这些变化规律来调节电容储能焊机的焊接参数。
①提高充电电压,从而提高焊接电流峰值,并使焊接总能量增加。
②减小变压比,能使焊接电流峰值提高,但通电时间相应缩短,焊接总能量基本不变。
③增加电容容量,焊接通电时间显著增加,焊接电流峰值有少量增加,焊接总能量增加。
1.4.2 特点
(1)要求电网容量小,焊接同样的材料和结构,所需的电网容量仅为交流点焊机的1/10左右,对电网的冲击也小,能有效地利用电力,达到省电的目的。
(2)电容储能焊是大电流,短时间焊接,加热集中,接头外型好、变形小。
(3)采用现代电子技术,半导体充放电回路,很容易做到电容器每次焊接供给电能的一致性,并不受网压波动的影响,因而焊接热量极为稳定,接头强度波动小,重复性极好。
缺点:电流波形难于调节;电容器体积大、价格贵,且有一定的使用寿命,焊机成本及维修费用相对较高。
1.4.3 应用
由于储能电阻焊质量稳定,可用于对焊接热能要求严格的场合,例如精密仪器仪表零件、电真空器件、金属细丝以及异种金属工件的焊接;利用其加热集中的特点,可用于导电、导热性好的铝、铜板焊接,以及大凸缘工件一次凸焊。
大容量储能电阻焊机,在某些场合可替代价格更昂贵的低频焊机。
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

