|
电阻焊工艺技术指导书(5):凸焊点焊焊接强度检验及质量控制
文/凤巢
5. 凸焊点焊焊接强度检验及质量控制
5.1 凸焊参数的选取规范和一般原则
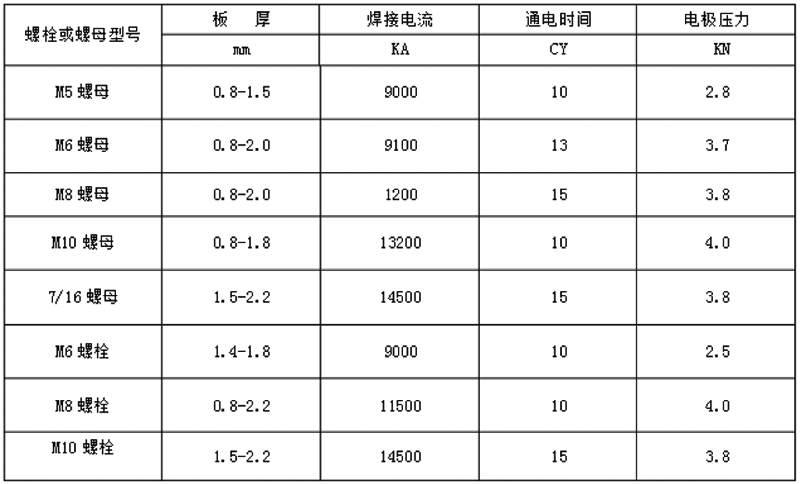
首先按照表7中规定的参数规范进行设置,在生产现场可根据实际情况,对焊接规范进行调整,焊接时间缩短10%~50%,焊接电流增大5%~20%,通过试焊选取合适的工艺参数;
对于镀锌板等防锈板的焊接,焊接电流应增大20%~40%;对于高强度板的焊接,随着其强度的增加,焊接压力应增大10%~30%,焊接电流延长2 CY;
电极压力与焊机气压有关,通过改变限压阀的输出气压值改变电极压力的输出值(电极压力值可由焊接压力值和气压值用正比关系求得)。
表7 凸焊焊接规范
5.2 凸焊焊接强度检验与质量控制
5.2.1 凸焊过程接受准则
(1)裂缝
凸焊焊点周边有裂缝视为不合格,由电极留在表面的压痕区域内的裂缝是允许的。
(2)孔
含孔的点且由各种原因被击穿的视为不合格。
(3)焊接位置
螺栓凸焊后螺栓螺纹部分垂直板材焊接面为合格,螺母焊接以不挡孔为合格。
(4)螺纹质量
螺栓、螺母焊接完毕后螺纹有烧蚀、焊渣、变形、螺距变短等视为不合格,要求用国标制螺纹规进行检验。
5.2.2质量控制
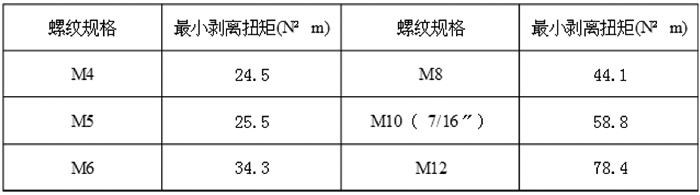
剥离试验(计量型)——按照图26 所示的方法进行剥离扭矩测试,以满足表8 中的最小剥离扭矩。

图26 凸焊螺母螺栓剥离扭矩试验方法
表8 不同螺母螺栓型号最小剥离扭矩值对照表
锤击试验(计数型)---在工程内检验螺母栓强度时可以按照图27所示的方法用1磅的锤子对螺母或螺栓进行敲击,以落母螺栓不脱落为合格。

图27 锤击方法
剔试试验(计数型)---用錾子凿入焊接凸点部位直至母材破坏停止,以焊点无开焊为合格,如图28所示。
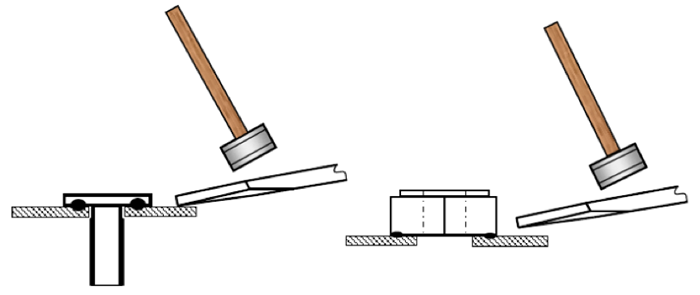
图28 剔试方法
【相关链接】
电阻焊工艺技术指导书(1):电阻焊基础理论
电阻焊工艺技术指导书(2):电阻焊点焊工艺规范
电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制
电阻焊工艺技术指导书(4):电阻焊接头检验方法
电阻焊工艺技术指导书(5):凸焊点焊焊接强度检验及质量控制
|

