|
电阻焊工艺技术指导书(2):电阻焊点焊工艺规范
文/凤巢
2. 电阻焊点焊工艺规范
2.1 点焊参数选取规范和一般原则,焊接参数的选取遵循以下原则:
2.1.1 本文中的规定板厚指:两层板焊接时较薄焊件厚度,多层板焊接时焊件总厚度的二分之一;
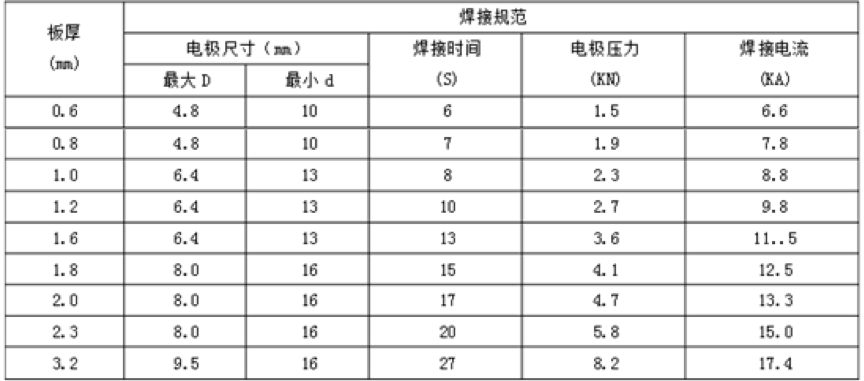
2.1.2 按照表2中规定的参数规范进行设置,生产现场可根据实际情况,对焊接规范进行调整,调整量为±10%;
2.1.3 对于不同厚度的板件点焊时,规范参数可先按薄件选取,再按总厚度的二分之一通过试片试焊修正,通常选用大电流,短通电时间,来改善溶核的偏移;
2.1.4 多层板焊接,按外层较薄零件厚度选取焊接参数,再按总厚度的二分之一通过试片进行修正,当一台焊机既焊双层板又焊三层板时,首先按双层板参数为基准,然后通过试片验证修正参数,达到既满足双层板焊接又满足三层板焊接;
2.1.5 对于镀锌板等防锈板的焊接,焊接电流应增大20%~40%;对于高强度板的焊接,随着其强度的增加,焊接压力应增大10%~30%,焊接电流延长;
2.1.6电极压力与气压及焊钳结构等有关,表2中电极压力可供焊钳选型和参数设置时参考。电极压力由压力计进行测得,通过改变限压阀的输出气压值改变电极压力的输出值(电极压力值可由焊接压力值和气压值用正比关系求得)。
表2 电极尺寸及焊接规范
2.2 焊前准备
2.2.1 表面清理、对焊接部位去油、去污、除锈等处理;
(1)设备操作:首先打开冷却水路,再打开焊机电源开关进行预热,检查水、电、气等是否正常;
(2)电极是否更换或已经修复并且符合标准,参考表2;
(2)检查气压是否正常,气管、电缆、绝缘防护等是否良好;
(3)以下几种情况需重新确定焊接规范,工艺验证合格后,方可进行焊接:
——对于新购置的、停用3个月以上的、故障排除后的焊机;
——板材的材质、厚度发生变化;
——出现焊接质量问题时。
【相关链接】
电阻焊工艺技术指导书(1):电阻焊基础理论
电阻焊工艺技术指导书(2):电阻焊点焊工艺规范
电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制
电阻焊工艺技术指导书(4):电阻焊接头检验方法
电阻焊工艺技术指导书(5):凸焊点焊焊接强度检验及质量控制
|

