|
电阻焊工艺技术指导书(1):电阻焊基础理论
文/凤巢
1. 电阻焊基础理论
1.1 电阻焊接定义:
电阻焊是用电极对被焊接物施加一定的压力的同时通电、利用电极间的接触电阻产生的焦耳热熔化金属而达到焊接的目的。

图1
1.2 电阻焊的特点及优缺点:
1.2.1 采取内部热源——利用电流通过焊接区产生的热量进行加热。
1.2.2 必须施加压力——在压力的作用下,通电,加热,冷却,形成接头。
焊接区热量:Q=I2Rt
方式字母含义:I——焊接电流实际平均有效值; R——焊接区总电阻平均值; t——通过焊接电流的时间; REW——电极与焊件间接触电阻;RW——焊件内部电阻;RC——焊件间接触电阻
1.2.3 优点:
(1)内部热源——热量集中,加热时间短,焊点周围形成塑性环,故治金过程简单,热影响区小,变形小,易保证接头质量。
(2)与铆接相比——重量轻,结构简化,易得到复杂形状的零件,节约材料,能改进结构的承载性能,减少动力消耗,提高运作速度。
(3)生产率高——易实现机械化、自动化,改善工件条件,与铆接比可节省工时5/6以上。
(4)焊点表面质量较好——由其易保证零件气密性。
1.2.4缺点(目前仍存在的一些问题):
(1)对控制质量方面——没有简单可靠的无损检测方法来准确判断焊点质量。目前,多彩用打、撕试片的方法。
(2)设备复杂、功率大、投资多、维修难——由于输出电压低(几伏——十几伏),电流大(几十千安以上),故要求电源功率大(有的达1000千伏安以上),电网承受困难,一般电阻焊要求专门变压器供电。
(3)焊件尺寸、形状及厚度受设备限制——焊件材质、尺寸、厚度、形状等均受焊机功率,机臂尺寸、焊机结构形状的限制,帮一般封闭型、半封闭型结构之焊不宜采用电阻焊。
1.3电阻焊工艺分类:
(1)点焊---工件靠尺寸大小不同的焊点形成牢固接头。其工作过程:板件(焊件)置于两电极之间预压通电(加热)工件焊接处形成焊点(核心)断电核心冷却(去除压力)。

图2
(2)缝焊---是点焊的另一种形式。在电阻缝焊中,焊接电极是电机驱动轮而不是静态的电极棒。结果就是“滚动”式电阻焊或非密封缝焊,用来将两个工件连接到一起。
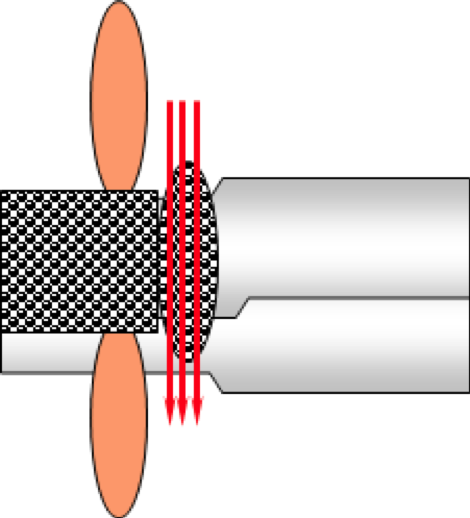
图3
(3)凸焊---凸焊是点焊的一种变态,它应首先在工件焊接处预制凸点、凸环或凸肩,通电时,电流在凸点处密集,提高了电流密度,加热后凸点变形,熔化形成焊点,其主要特点是:凸点处电流密度大,热量集中,分流影响减少,节约能源,一次可焊多点,提高了生产率。
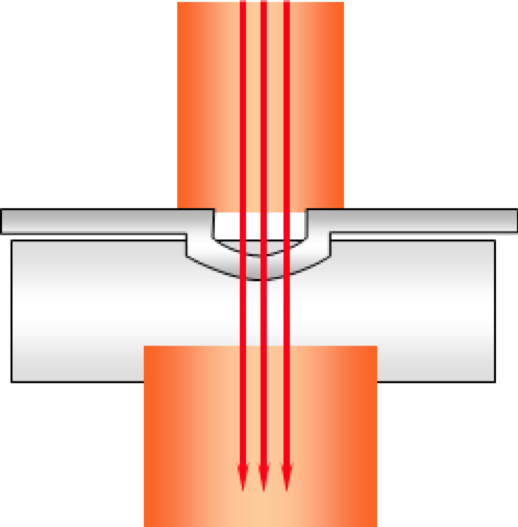
图4
(4)对焊---是电阻焊的另一大类,其焊件均为对接接头按加热与通电方式为分:电阻对焊、闪光对焊。
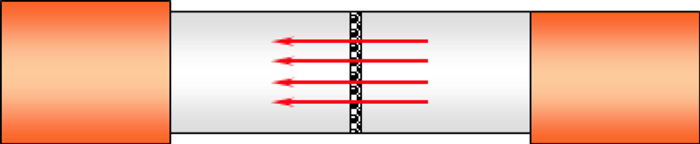
图5
a)电阻对焊---是将零件置于夹口(即电极)中夹紧,并使零件两接触端面压紧通电加热到零件端面及附近金属具有一定热量时突然增大压力进行顶锻,零件在固态下形牢固接头。
优点:接头光滑无毛刺。
缺点:接触面受空气侵袭,形成杂质物,降低接头冲击性能。要求高的焊件多在保护气氛中(氮、氩)进行电阻对焊。
b)闪光对焊---把工件置于夹口(电极)之间夹紧通电,使焊件慢慢靠扰接触(因端面不平,介别或部分接触点形成接触,产生火花),加热到一定程度(即端面有熔化层)突然加速送进焊件并同时进行顶锻,熔化金属被全部挤出结合面,靠大量塑性变形形成牢固接头。
优点:加热区窄,端面加热均匀,接头质量好,生产率高,故应用较广泛。
如:
重要受力构---涡轮,锅炉管道。
断面大的焊件---钢轨、大直径油管均采用闪光对焊。
1.4焊接电流的通电方式
1.4.1 一般从焊接物的形状去决定焊接电流的通电方法、大致可分为三类。另外对于不同的通电方法施加不同的压力、据此选择相对应的焊接头。
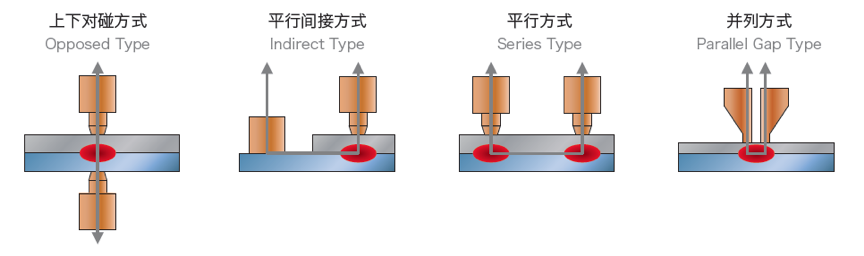
图6
1.4.2 电流波形的一般分类主要有:
(1)直流焊
(2)交流焊:
低频 3 ~10Hz
工频: 50 或 60Hz(中频)
高频: 10 ~500 KHz
(3)脉冲焊:
(4)直流冲击波焊
(5)电容储能焊
1.5 电阻焊接电源的种类及特长
1.5.1焊接电源是指控制焊接电流的装置。根据控制方式可分为高频式、晶体管式、电容储能式、交流式四类、对应于多种多样的焊接物。
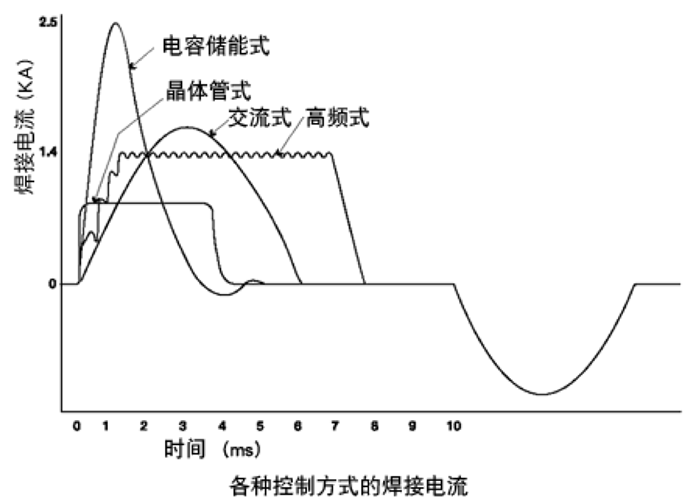
图7
1.5.2 高频式:由交流整流至直流。热效率好的高频方式适用于高精密度焊接。另外根据电流、电压的反馈控制方式可以得到稳定的焊接品质。适合于连续高速焊接的自动化机器。

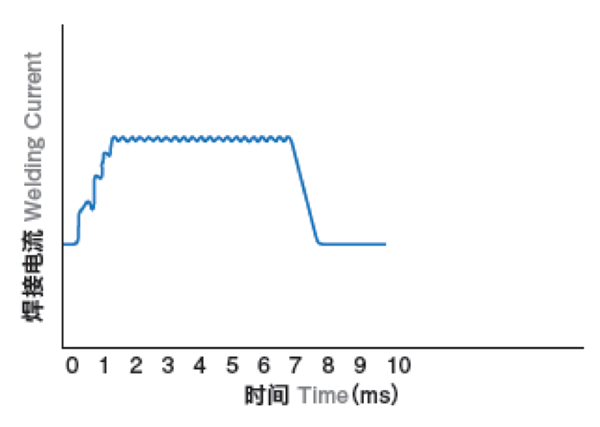
图8 焊接电流波形
1.5.3晶体管式:由晶体管直接控制电流。控制速度快适合于微小部件及细线材等的超精密度焊接。根据电流、电压的反馈控制方式可以得到非常稳定的焊接品质。


图9 焊接电流波形
1.5.4电容储能式:电容充电后瞬间放电。瞬间高电流的流动适合于导热性好的铝、铜等焊接困难的材料。放电时间短、热影响小,也适合小型部件的焊接。

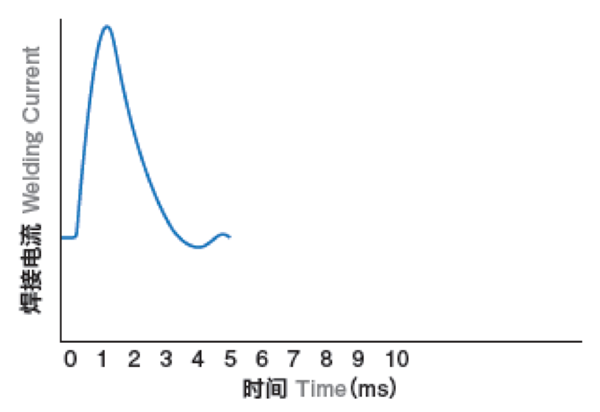
图10 焊接电流波形
1.5.5 交流式:由晶闸管控制电流。焊接控制时间长、通用性高。适合于铁制材料等容易焊机的的部件。

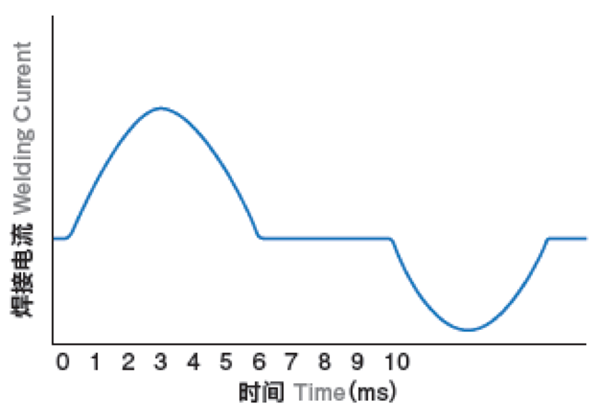
图11 焊接电流波形
1.5.6 以上四种方式焊接电源特长分类:
表1 焊接电源特长分类

【相关链接】
电阻焊工艺技术指导书(1):电阻焊基础理论
电阻焊工艺技术指导书(2):电阻焊点焊工艺规范
电阻焊工艺技术指导书(3):焊点焊接强度检验及质量控制
电阻焊工艺技术指导书(4):电阻焊接头检验方法
电阻焊工艺技术指导书(5):凸焊点焊焊接强度检验及质量控制
|

