|
制桶工(中級技能培訓教程)
第二章 制桶常用的胎具、模具和刃具
第四節 沖壓模具
2.4.2 沖壓模具的安裝和調整
在沖床上安裝模具并正確調整是一項很重要的工作。沖模安裝或調整得不符合要求,輕則造成沖壓件報廢;重則將出設備安全事故。因比,安裝和調整沖模不但要求熟悉沖床和沖模的結構性能,更應該嚴格執行安全操作規程。
沖壓模具一般分為上模部分和下模部分。上模部分安裝在沖床滑塊上,隨滑塊上下運動,下模部分則固定安裝在沖床工作臺上。
一、沖壓摸具的安裝
1、沖模安裝前的準備工作和注意事項
①重點檢查凸模和凹模的形狀及其主要斷面尺寸是否符合圖紙要求。
②沖模的表面加工質量及其結構的工藝參數是否符合規定的要求。
③檢查沖床的打料裝置,安裝前應將其調整到最高位置,以免在調整沖床閉合高度時將其折彎。
④檢查沖床的封閉高度和沖模的閉合高度,要求沖床的封閉高度應略大于沖模的閉合高度。
⑤檢查下模頂桿和打料棒是否符合沖床打料機構的要求。大型沖床則檢查氣墊裝置是否符合要求。
⑥檢查上、下模板和滑塊底面是否清潔,有無遺物。如有油污應揩擦干凈;如有遺物應及時拿掉。以防影響正確安裝和發生事故。
2、沖模安裝的一般程序
沖壓模具經檢查無誤,沖床也做好了一切準備工作后就可以著手安裝。安裝的程序是先安裝上模,再安裝下模。
①上模的安裝。在上模下面墊一木塊,如圖2-26所示。用手轉動飛輪,若有微動功能的沖床可按微動按鈕,使滑塊下降。同時移動上模水平位置,使模柄進入模柄孔。繼續使滑塊下移,直至滑塊底平面緊貼上模座上平面。然后擰緊鑲塊上的緊固螺釘,如圖2-27所示。大型沖床安裝上模直接用螺釘緊固在滑塊的“T”形槽內。
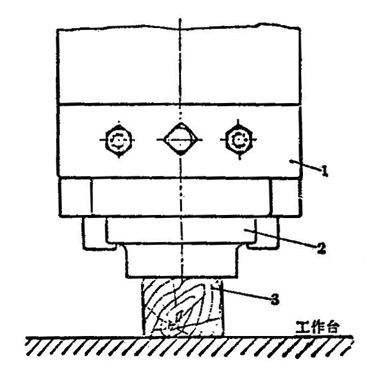
圖2-26 上模的安裝

圖2-27 上模的緊固
1-鑲塊;2-模柄;3-滑塊;4-上模
②下模的安裝。上模安裝完畢后,將下模放入工作臺上的下模板上,然后再用手扳動飛輪或按微動按鈕使滑塊逐漸下降。同時對準上、下模的水平方向位置,此時導柱應進入導套。初步調整沖床的封閉高度后,用壓板緊固下模。
③試運轉。安裝好上、下模后,先還得用手扳動飛輪,使滑塊走完半個行程回到上頂點。經檢查安裝無誤后,在導柱、導軌、軸承等處加上潤滑油,然后進行無負荷試運轉,即開空車試沖幾次,并邊一步檢查沖模安裝是否妥當。在試運轉時進一步調整封閉高度,直至符合要求。然后緊固鍛緊螺母。同時調整打料機構,使其正常工作。
二、沖壓模具的調整
沖模調整,就是在試運轉過程中,解決沖模本身各相對運動部分之間,沖壓件結構與沖模結構之間,沖模結構與沖床工藝參數之間,沖模結構的工藝參數與現實生產條件之間,沖床與生產條件之間,操作工人與沖模之間的各種矛盾。只有解決了這些矛盾,才能保證產品的質量和一定的生產效率。
根據沖模調整的內容和性質,調整工作一般可分為四類:新制沖模的調整;磨損后或修復后沖模的調整;日常生產調整;使用代用材料或更換沖床后沖模的調整。
調整沖模的一般程序是試沖,缺陷分析,消除缺陷和檢查驗收四個階段。有關缺陷分析和改善措施我們在第一章第六節己詳細討論過,這兒不再贅述。本節將著重介紹試沖和檢查驗收的方法。
1、試沖
沖模的調整是一項十分細致的工作,危險性又較大,所以在整個調整過程中,必須嚴格遵守沖模調整的安全操作規程。
試沖前必須從寸動規范逐漸下移沖床滑塊,并檢查以下各方面是否符合要求。
①沖模安裝是否正確,是否緊固牢靠。
②沖模的裝模高度是否略大于沖模的實際閉合高度,即沖床的封閉高度是否大于沖模的閉合高度.
③沖模各相對滑動部件間的相對關系是否準確,其間隙是否周向一致。
④沖模內和沖床上有無扳手等雜物。
⑤沖床的技術狀態是否良好。如離合器的離、合,電氣、氣動控制的靈敏,尤其是沖床的制動是否可靠。
不論是調整沖裁類沖模還是變形類沖模,試沖時最好先用薄于設計規定的毛坯逐漸寸動試沖;成形類沖模最好先用鉛板檢查沖模的間隙狀況。在證實模具基本沒大問題后,才可用設計規定的材料試沖。這樣,一方面可以避免因間隙過小而擠壞沖模,另一方面也容易檢查出凸模和凹模的間隙是否符合要求。
試沖必須使用工藝規定的毛坯,其材料和尺寸均要符合要求。試沖毛坯要按工藝要求正確放置在沖模上。試沖必須從寸動逐漸下降滑塊,以便觀察沖壓件的成形狀況,有利于缺陷分析。另外,試沖時要按工藝規定的潤滑要求進行潤滑。
2、檢查驗收
調整合格、生產穩定后,凡沒有裝定位銷的零部件裝好定位銷固定其位置。然后清理沖模,上潤滑油,交有關人員作最后檢查。
對于制桶廠自己制造的沖模而言,沖模調整后的驗收,主要有以下內容。
①沖模試沖調整是否合格,要以合格的沖壓制件為檢查驗收的依據。
②沖壓制件的自由公差按產品設計部門的規定檢查。
③凡屬檢驗決定性尺寸的,試沖檢驗后要經檢查人員測量,并記錄在案,有據可查。
2.4.3 沖壓模具的材料和熱處理
一、選用模具材料的基本要求
在沖壓過程中,由于沖模是在沖擊負荷下進行工作的,而且被沖壓材料的變形抗力一般比較大,尤其是刃口受到強烈的擠壓和摩擦。因此,所選用的材料,必須滿足如下基本要求。首先必須有較高的強度,其次要有較好的韌性和抗疲勞性能,最后還必須有較高的硬度和耐磨性能。另外,還必須有良好的加工工藝性能。
二、制桶沖壓模具常用的材料和熱處理工藝
鑒于上述要求,制桶沖壓模具常選用的材料是合金工具鋼Cr12MoV或Cr12。常用的熱處理工藝是淬火處理,熱處理后硬度一般在HRC58-62范圍內。
|

