|
制桶工(中級技能培訓教程)
第二章 制桶常用的胎具、模具和刃具
第五節 桶口件成形刃具
桶口件成形刃具包括專用車削機床用的車刀、攻絲機用的絲錐和滾絲機用的滾輪(或稱滾刀)。這些刃具是桶口件成形的重要工具,桶口件螺紋加王就是靠這些刃具完成的。
桶口件成形刃具中,車刀和絲錐屬于金屬切削刃具,而滾輪是屬于無金屬切削的滾壓刃具。在切削加工的實際生產中,人們特別注意的是刃具的幾何形狀及其參數,切削熱的產生以及冷卻液的應用F在滾壓加工的實際生產中,人們則特別注意刃具的形狀和大、小滾輪的配合。本節將主要討論上述問題并對這些刃具的安裝調整以及使用時的注意事項逐一介紹。
2.5.1 桶口件成形刃具的幾何形狀及其參數
一、專用牢削的車刀
在螺圈的車削工藝中,需要車削的是內圓和端面。因而在刀架上需夾持兩把車刀。車削內圓的車刀如圖2-28所示。車削端面的車刀十分簡單,這里不作介紹。
由圖2-28可知,該車刀的參數是前角Υo,后角αo,主偏角,副偏角,刃傾角λs。這些參數的參考數值如表2-1所示。

圖2-28 車刀的幾何形狀
表2-1 車刀參數
| 名稱 |
前角Υo |
后角αo |
主偏角 |
副偏角 |
刃傾角 |
參數值 |
18°~25° |
8°~12° |
60° |
5°~10° |
-5°~+5° |
二、攻絲的絲錐
攻絲的絲錐由工作部分和安裝柄兩部分組成。工作部分又包括切削部分和校準部分。切削部分的刀齒磨成錐形,使切削負載在幾個刀齒上,這不僅可以使機床減輕負載,同時不易產生崩刃或折斷。而且攻絲時能起良好的導向作用,也保證了螺紋表面的光滑。校準部分其有完整的牙形,用來校正已切出的螺紋,并引導絲錐沿軸向送進。安裝柄是圓的,并有一通孔,以便安裝在快換夾頭上。絲錐的幾何形狀如圖2-29所示。絲錐的工作部分沿軸向有幾條容屑槽,以容納切屑。同時形成刀刃和前角。在切削部分的錐面上磨出后角。為了減少校準部分與螺孔的磨擦,也為了減小攻出螺、紋的擴張量,絲錐校準部分的大徑、中徑、小徑均有倒錐。
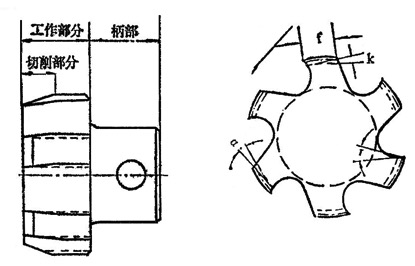
圖2-29 絲錐的幾何形狀
桶口件的專用絲錐TM27×2有四個容屑槽;TM60×2有六個容屑槽。為了使切屑順利地向下排出,有時將容屑槽制作成左旋,如圖2-30所示。或者在直槽中的切削部分前端加以修磨以形成刃傾角λ。

圖2-30 容屑槽的方向和刃傾角
(a)左旋;(b)右旋;(c)刃傾角;
(a)左旋的容屑槽;(b)右旋的容屑槽;(c)刃傾角
桶口件成形專用絲錐的參數如表2-2所示,供參考。
表2-2 專用絲錐的參數
| 絲錐規格 |
前角 |
后角 |
倒錐 |
容屑槽 |
刃傾角(直槽) |
TM60×2 |
10~15° |
8~12° |
0.05~0.12/100 |
6 |
-5~15° |
TM27×2 |
10~15° |
8~12° |
0.05~0.12/100 |
4 |
-5~15° |
三、滾絲的滾輪
滾絲的滾輪又稱為滾刀。滾絲需有大、小滾輪各一個。每個滾輪可分為工作部分和裝夾部分。大滾輪是內孔裝夾;小滾輪是錐形裝夾。其幾何形狀如圖2-31所示。
由于滾輪和工件在旋轉過程中,接觸表面的直徑是不同的,所以在接觸表面之間有滑動現象。對于桶口件這類薄壁件來說,大小滾輪在滾軋時幾乎處處存在滑動。但為了簡便,一般取工件的中徑為計算直徑而求得滾輪的有關參數。專用滾輪的參數發表2-3所示。
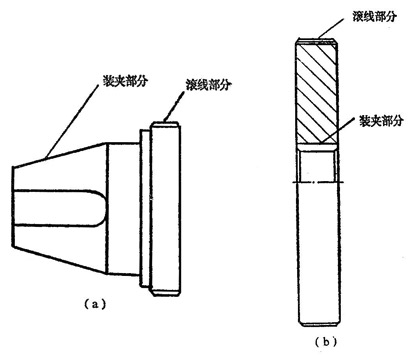
圖2-31 滾輪的幾何形狀
(a)小滾輪;(b)大滾輪
表2-3 專用滾輪的參數
| 滾輪規格 |
螺距 |
頭數 |
中徑 |
旋向 |
端面側角 |
TM60大滾輪 |
2 |
3 |
Φ175.5 |
左 |
25~30° |
TM60小滾輪 |
2 |
1 |
Φ52 |
右 |
25~30° |
TM27大滾輪 |
2 |
3 |
Φ76.5 |
左 |
25~30° |
TM27小滾輪 |
2 |
1 |
Φ19 |
右 |
25~30° |
|

