|
制桶工(中級技能培訓教程)
第二章 制桶常用的胎具、模具和刃具
第四節 沖壓模具
在制桶生產中,廣泛采用沖壓工藝,而沖壓模具是影響沖壓件質量最關鍵的因素。從沖壓工藝的四種基本型式分類,沖壓模具有沖裁模、彎曲模、拉伸模和成形模。制桶沖壓中i除了少數幾個是單一功能的沖模外,大多都采用復合沖模的形式,如桶口件生產中的落料拉伸模、鋼桶頂底蓋的落料拉伸翻邊復合模等等。我們擇要進行討論。
2.4.1 沖壓摸具的結構
一、桶口件切邊摸
桶口件切邊模的結構如圖2-21所示。當桶口件套在定位柱4上, 上模下壓, 利用頂桿1、推板3自重對被切邊的桶口件施加一個微小壓力。上模繼續下壓,切邊凹模2和凸模5將多余邊料切去。廢料切刀6是將環形腳料切斷并落在底座上。
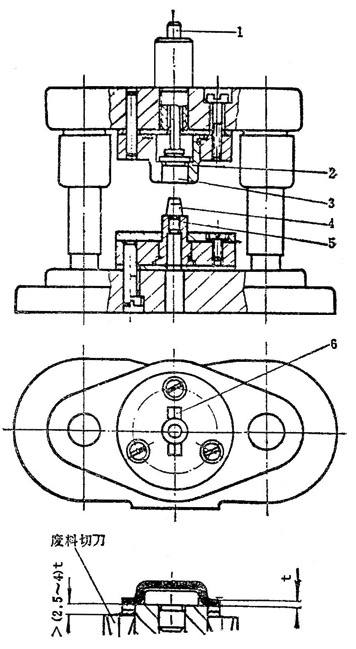
圖2-21 桶口件切邊模
1-頂桿;2-凹模;3-推板;4-定位柱;5-凸模;6-廢料切刀
二、桶口件落料拉伸模
桶口件落料拉伸模的結構如圖2-22所示。該模具設計成先落料后拉伸,因此拉伸凸模低于落料凹模。沖壓時,上模下壓,凹模8和凸凹模4切斷板材,落下一個圓形毛坯。繼續下壓,拉伸凸模9便進入凸凹模4,此時毛坯便拉伸成形。

圖2-22 桶口件落料拉伸模
1-頂桿;2-推板;4-凸凹模;5-上頂桿;6-上推板;
7-卸料板;8-凹模;9-凸模
三、扳口切斷彎曲模
TM27×2扳口U形件切斷彎曲模的結構如圖2-23所示。沖壓時,材料被壓在凸模2與頂板5之間逐漸下移,同時送入板料的一端被切斷。兩端未被壓住的材料,沿凹模圓角rM滑動,先向上彎起,然后進入凸模與凹模間隙內彎曲成形。

圖2-23 扳口切斷彎曲模
1-上模座;2-凸模;3-定位板;4-凹模;5-頂板;6-底板;7-頂桿
四、頂蓋注入口部拉伸沖孔翻邊復合摸
鋼桶頂蓋注入口部的沖壓,采用拉伸沖孔翻邊復合模,其結構如圖2-24所示。該復合摸設計成先拉伸,后忡孔,最后翻邊成形。模具工作時,上模9下壓, 逐漸拉伸,當拉伸到一定高度時,凸模口與凸四模1相切,沖下圓孔。上模9繼續下壓,便完成翻邊成形。

圖2-24 位伸沖孔翻邊復合模
1-凸凹模;2-頂桿;3-凸凹模固定;4-頂件塊;5-凹模;
6-工件;7-卸料板;8-彈簧;9-凸凹模;10-推桿;11-凸模;12-推件塊;13-卸件螺釘
五、桶塞整形模
桶塞整形模的結構如圖2-25所示。拉伸件的整形模與一般拉伸模的結構沒有多大差異,不同的是整形模工作部分的精度、表面質量要求更高,圓角半角世較小;凹、凸模之間的間隙也小一些。在沖床滑塊行至下端點時,需要整形的平面或圓角與模具剛性接觸,因而特別要注意安全。

圖2-25 桶塞整形模
|

