|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第六節 沖壓
鋼桶生產中,鋼桶頂底蓋和桶口件的生產常用沖壓工藝。鋼桶頂底蓋的沖裁、拉深、翻邊;桶口件的落料、沖孔、拉深;鋼桶頂蓋與螺圈的鎖裝均由冷沖壓加工完成。因而沖壓加工在制桶生產中有著很重要的地位,它是制桶生產中應用最廣泛的一種加工工藝。
冷沖壓是金屬壓力加工方法的一種,它是在室溫下借助模具在壓力機上進行的沖壓加工。冷沖加工不但能獲得重量輕、強度高、剛性好、外表光滑美觀的制品,而且操作簡便,勞動強度低,制件成本低。當沖壓材料是條料或卷料時,又很容易采用機械化自動化裝置進行自動沖壓,提高生產效率。
沖壓加工最主要的設備就是沖床(即壓力機)。在制桶生產中廣泛采用的是J23系列和J31系列曲軸沖床(又稱曲柄壓力機),具體地說是采用開式雙柱可傾式沖床,噸位在5.~100噸;閉式單點沖床,噸位在160~250噸。制桶生產中,沖壓工藝除了沖床外還有一系列自動進出料裝置,這也是形成制桶流水線必不可少的沖壓輔助設備。
1.6.1 沖壓設備的基本結構和傳動系統
一、沖床
制桶生產中廣泛采用的開式雙柱可傾式沖床和閉式單點沖床,除了某些床身、離合器等不同外,其主要結構部件基本相同。因此,我們就以J23-40型壓力機為例加以討論,來說明沖床的結構及其傳動系統。
圖1-60所示就是J23-40型壓力機的總體結構。床身是用來安裝曲軸、滑塊、傳動軸等各部件的,床身左右兩條平行的導軌之間,滑塊上下運動,完成沖壓行程。保險器是沖床的過載保護裝置。制動器用于離合器分離后瞬時阻滯曲軸、滑塊的慣性。調節螺桿是調節沖床閉合高度的,螺柱則是調節沖床傾斜角的,操縱機構是控制離合器接合、分離的機構,操縱機構由電磁鐵帶動,電磁鐵由踏腳板開關控制。
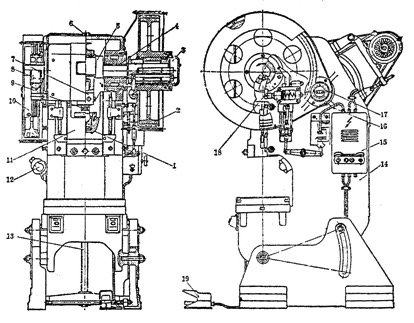
圖1-60 J23-40型壓力機總體結構
1-保險器;2-大齒輪;3-離合器;4-軸承;5-曲軸;
6-潤滑系統;7-連桿;8-制動器;9-調節螺桿;10-皮帶輪;
11-滑塊;12-照明燈;13-螺柱;14-床身;15-電器箱;
16-小齒輪;17-傳動軸;18-操縱機構;19-踏腳板
沖床的傳動系統如圖1-61所示。電動機的動力由皮帶輪和三角皮帶傳動傳遞給傳動軸。再經齒輪傳動,由離合器控制驅動曲軸,曲軸經連桿與滑塊聯接,將轉動變為滑塊在床身導軌中作上下直線往復運動。

圖1-61 沖床的傳動系統
1-電動機;2-皮帶輪;3-小齒輪;4-大齒輪;
5-曲軸;6-連桿;7-滑塊
沖床工作時,電動機常開,帶動大齒輪旋轉。當踏腳板踩下,開關接通電磁鐵,電磁挾帶動操縱機構使離合器接合。比時曲軸就開始轉動,由連桿帶動滑塊運動,完成沖壓行程。曲軸旋轉一周,滑塊復位,離合器分離,制動器合上使滑塊、曲軸部回復在原來位置上,等待下一個沖壓命令。如果,踏腳板開關踩下后不放開,離合器就不會自動分離,沖床將處于連續沖壓狀態,不斷地沖壓。這在自動沖壓中常采用,但在人工手動沖壓中卻要防止發生這種現象。
二、供料裝置
1、卷料供料裝置
在鋼桶生產中,無論是桶口件生產還是桶頂底蓋生產目前大量采用卷料鋼材。因而在沖壓工藝中,卷料供料是主要的供料方式。卷料架是主要的供料設備,在沖壓工藝中所用卷料架一般都不帶動力。

圖1-62 回轉式卷料架
1-內徑調節手柄;2-鎖緊手柄;3-托料架
圖1-62所示是桶口件生產中常用的卷料架。托料架支承卷料的內圈,因此卷料表面不易擦傷。卷料裝在料架的兩側,當一側正常生產時,另一側可裝上備料。待一側用完后,只需將料架旋轉180°,另一側備料即可繼續生產。圖1-63所示是桶口件生產中采用的另一種卷料架。它是用2~3個滾輪支承卷料的外圈,活動夾板可根據卷料寬度進行調節。這種卷料架對于支承較重的卷料比較穩定,但容易擦傷卷料表面。

圖1-63 外圓支承的卷料架
1-活動夾板;2-卷料;3-滾輪
圖1-64所示是桶頂底蓋生產中所采用的卷料供料裝置,一般稱為開卷機。其結構與桶身鋼板裁剪開卷機相仿。

圖1-64 開卷沖壓
1-壓力機;2-校平機;3-卷板;4-開卷機
上述供料裝置一般是靠校平機或送料機構的動力使卷料展開的。
2、校平裝置
校平裝置主要用以校平從卷料架上展開的彎曲卷料。沖壓工藝中所用校平裝置如圖1-65所示。一般在上部設2~3個軋輥,下部設3~4個軋輯,上軋輥可在一定范圍內上下調節。在桶口件生產中,由于卷料較窄,校平裝置不帶動力,由送料機構牽引。在桶頂底蓋生產中,校平裝置有自己的動力。

圖1-65 校平裝置結構示意
1-前夾輥;2-上夾輥;3-后夾輥;4-材料;5-下夾輥
3、上油裝置
沖壓工藝常采用輥式送料。如果板料表面不清潔或上油不均勻,會引起摩擦力的變化而影響送料精度。另外板料表面不清潔或無潤滑油還會影響模具的壽命。因而上油裝置也是供料中的一個重要環節。上油裝置如圖1-66所示。
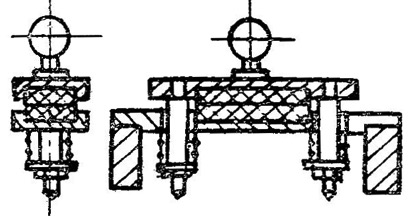
圖1-66 上油裝置
三、送料機構
鋼桶生產中,沖壓工藝的送料機構一般采用輥式送料機構。輥式送料機構不僅可用于卷料,也可用于條料。在桶口件生產中采用單邊送料機構,且是推式的。在鋼桶頂底蓋生產中采用雙邊送料機構,是一推一拉式的。
單邊推式臥輥送料機構如圖1-67所示。在沖床曲軸的一端裝有偏心盤,在曲軸回轉時使連桿往復搖動,再通過超越離合器帶動下輥作間歇的回轉運動,使夾緊在上、下輥之間的板料靠摩擦力送迸。材料的送進量可以調節連桿相對于偏心盤的偏心距離來進行調整。
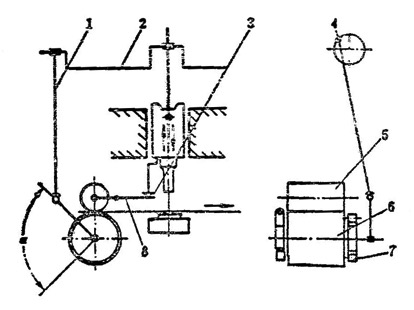
圖1-67 單邊推式臥輥送料機構
1-連桿;2-曲軸;3-打桿;4-偏心盤;5-上輥;6-下輥;7-超越離合器;8-提升桿
雙邊臥輥送料機構如圖1-68所示。其一邊的結構與單邊送將機構相同。兩邊的送料機構由推桿聯系。超越離合器的作用是實現送料的間歇運動,當沖床滑塊下移工作時,離合器分離;當滑塊拉起時,離合器接合,送料機構送料。適當增大出料輥軸的直徑,使出料輥軸的送料線速度略大一些,能使處于兩對輥軸之間的條料具有一定的張力,避免條料在沖壓工位上撓曲,提高沖壓精度。
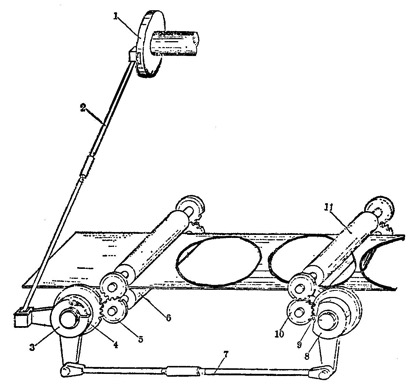
圖1-68 雙邊臥輥送料機構
1-偏心輪;2-拉桿;3-超越離合器;4、5-齒輪;6-輥軸;
7-推桿;8-超越離合器;9、10-齒輪;11-輥軸
四、出件機構
出件機構是將沖壓完成的工件從模具上啟動排出的裝置。出件機構一般有打件機構和頂件機構兩種。
打件機構是將留在上模內的沖壓完成的工件打落的裝置。圖1-69所示是制桶沖壓工藝中常用的打件裝置。
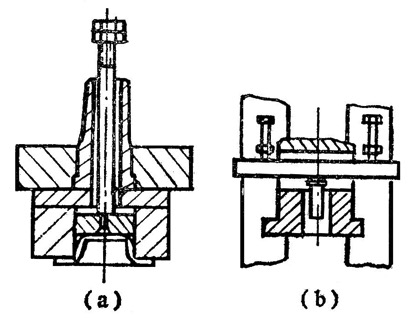
圖1-69 打件機構
頂件機構是將沖壓完成的工件從下模里頂出的裝置。如圖1-70所示,是用于桶口件生產的頂件機構。由模具下的的彈簧或彈性橡皮,將沖成的工件頂出,常用于沖裁、彎曲、引伸等各類模具。

圖1-70 頂件機構
在鋼桶頂底蓋生產的大噸位沖床上則用氣墊來代替彈簧進行頂件工作。
五、接件機構
打出或頂出的工件,應及時送出;沖壓剩下的邊角廢料也需及時送出。否則它們會在模具的周圍堆積起來,影響沖壓工作的正常進行。圖1-71所示是螺圈生產中所采用的接件裝置。
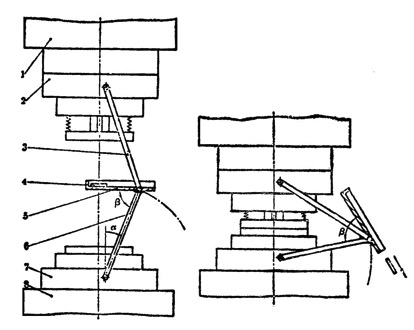
圖1-71 接件裝置
1-滑塊;2-上模;3-桿;4-上件;5-接盤;
6-下擺桿;7-下模;8-工作臺
圖1-72所示是螺圈切邊沖壓中,切邊廢料的吹料機構。這是采用壓縮空氣將廢料吹出的自動控制機構。壓縮空氣由下部進入儲氣筒,經氣閥由噴嘴間歇噴出。氣閥的控制如圖1-73所示。進氣孔與儲氣筒相接,出氣孔與噴嘴相接。沖壓時,閥桿在彈簧的作用下處于最低位置,氣路被切斷,噴嘴無氣噴出。當沖壓完成,滑塊拉起時,曲軸端部的凸輪頂起閥桿,使閥芯向上移動,氣閥打開,氣路暢通,壓縮空氣由噴嘴急速噴出,把廢料吹走。

圖1-72 氣動吹料機構
1-氣閥;2-閥桿;3-凸輪;4-儲氣筒;5-管道;
6-工件;7-下模;8-噴嘴

圖1-73 氣閥控制
1-蓋板;2-閥體;3-彈簧;4-進氣孔;5-閥芯;
6-出氣孔;7-螺栓;8-滾子;9-凸輪;10-軸
|

