|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第五節 涂裝
1.5.2 涂裝設備的控制
一、自動噴漆機的控制
自動噴漆機的控制主要是控制驅動滾輪的旋轉,噴涂桶身的運行噴搶的往復運動以及各噴槍中油漆的噴出和停止,使這些動作協調合拍。
當鋼桶進入自動噴漆機,由定位裝置使其正好跌落在驅動滾輪上。驅動滾挖帶動鋼桶旋轉,等轉動平穩后,噴桶身噴槍開始運動,進入有效行程時打開噴槍, 另兩支噴頂底蓋噴槍也同時打開,開始噴涂。噴涂結束,關閉噴槍,噴桶身噴槍停止運行。打桶機構將鋼桶打出,進入烘房。
液壓運行裝置由液壓傳動控制,采用電磁換向闊控制換向,行走速度由調速閥調節。機械運行裝置采用氣動式離合器控制,離合器的離、合由電磁氣動閥控制。油漆的噴出和停止采用氣動扳機控制,氣動扳機也由電磁氣動閥控制。所有的電磁閥由總的電氣線路控制,包括行程開關、繼電器和電氣開關,組成一個控制系統。
二、輸送帶的控制
輸送帶在正常生產時總在連續運行,所以只要控制其開、停即可。其中噴漆機這一環節的輸送,即擋桶機構和打桶機構之間的配合一般由氣動傳動來控制。其控制動作是打出一個鋼桶的同時送入另一個待噴涂的鋼桶,該動作安排在噴漆完成后執行。控制過程如圖1-59所示。當噴漆完戚后,氣缸1活塞桿伸出,帶動搖臂將鋼桶打出,同時氣缸2活塞桿縮回,鋼桶沿斜面軌道跌落入噴漆機。然后兩氣缸復位,氣缸2又伸出擋塊擋住后面的鋼桶。兩個氣缸動作的控制也采用電磁氣動閥控制,并與噴槍停止動作聯動。
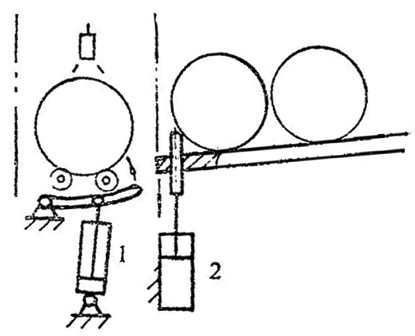
圖1-59 噴漆輸送機構
1-打桶氣缸;2-擋桶氣缸
1.5.3 涂裝的工藝要求和操作技術
一、涂裝的工藝要求
鋼桶涂裝中,噴漆是主要環節。對噴漆工藝首先要求噴涂均勻,無漏噴、流掛現象。其次對漆膜厚度有要求,根據《200L閉口鋼桶》國家標準規定,漆膜厚度不小于0.020毫米。
油漆烘干是采用加熱使漆膜固化,烘干的漆膜在硬度、附著力、耐化學腐蝕性能等方面一般都比自然干燥的漆膜要好。油漆烘干要注意干燥程度,必須使漆膜完全固化。投有完全干燥就出烘房堆放的鋼桶,其漆膜質量甚至比自然干燥前還要差。鋼桶噴涂烘干質量評價的綜合指標是漆膜的附著力,鋼桶涂裝工藝要求漆膜的附著力不低于“鋼桶漆膜附著力測定法”的2級水平。
二、涂裝操作
涂裝操作在自動化程度較高的涂裝流水線上進行。鋼桶自動進、出烘房,在正常生產中,不需要照看。因而,操作工人的操作對象就是自動噴漆機。主要有兩項工作:一是操縱噴漆機;二是調配油漆。
1、油漆調配
油漆調配直接影響響鋼桶涂裝質量,對噴槍的調整、漆膜的烘干都有密切的關系。鋼桶涂裝常用的油漆一般用200號溶劑汽油進行稀釋調配。其粘度大小要根據噴涂方法進行選擇,不同的噴涂方法應有與之相適應的不同的粘度。油漆的粘度直接影響施工性能和漆膜質量,因此是油漆調配最關鍵的指標。
在油漆調配中要注意下列問題:
①在油漆粘度的一致性。在粘度的許可范圍內要盡量做到每次調配的油漆粘度基本保持不變。這對噴槍調節的穩定性大有好處,從而不需要調節噴槍就能使噴涂達到漆膜厚度均勻,附著力增強等要求。
②稀釋后的油漆要充分攪拌。攪拌越充分越好,因為如果攪拌不充分,加入的溶劑就不能充分溶解原來較厚的油漆,其實質是油漆呈現不等的粘度,這就將給噴涂帶來困難,影響漆膜質量。
③油漆調配還必須注意生產安全、工業衛生以及廢油漆的回收利用。
2、自動噴漆機的操作
自動噴漆機操作本身是十分簡單的。自動控制系統中只有一個電氣按鈕是人工控制的,就是當鋼桶進入噴漆機并在驅動滾輪帶動下轉動平穩后,按下這個按鈕。這個開關控制運行裝置的運動和打開噴槍。以后的整個過程都是自動控制執行的。所以操作工人只要觀察鋼桶的旋轉情況,然后按下按鈕就完成了一次操作。
然而,在操作過程還有以下這些問題必須引起注意,否則就會影響噴涂質量。
①噴槍的調節和清洗。要使噴涂達到工藝要求,即噴涂均勻,無漏噴、流掛現象及漆膜厚度不小于0.020毫米,就必須注意對噴槍的油漆噴出量和有效噴涂幅度進行認真仔細地調節。如果油漆噴出量少,有效噴涂幅度小,就可能出現漏噴。尤其是兩支噴頂底蓋的噴搶,它們的噴涂幅度必須稍大于鋼桶半徑。油漆噴出量過少還將引起厚度不夠的問題。如果油漆噴出量過多,有效噴涂幅度過大, 就會造成油漆流掛現象,也對漆膜質量不利。調節噴槍和油漆粘度有直接關系,所以要求油漆枯度盡可能保持不變。另外,噴槍必須注意清洗,使各部位暢通無阻,否則將嚴重影響噴涂。
②噴槍安裝位置的調整。噴槍與鋼桶表面的距離,噴槍與鋼桶表面的垂直度也會影響噴涂質量。噴涂距離過小或過大,會影響漆膜的厚度;噴槍如果與鋼桶表面傾斜時,涂層必定出現厚薄不均勻,甚而產生條紋和斑痕。因此,在調節噴槍和清洗噴槍時必須注意噴槍的安裝位置。如果不符合要求,必須及時調整。
③噴漆機各動作節拍的調整。自動噴漆機在正常情況下,各動作節拍應是協調的。但一旦出現某控制元件失靈或行程開關位置移位,就會出現誤動作。此時,必須根據實際情況進行節拍的調整,使其協調合拍。失靈的控制元件要進行修理或更換,移位的行程開關要重新調整位置。
復習題
1、自動噴漆機是如何工作的?噴槍運行的水平往復機構有哪些類型?如何控制其運行速度?
2、自動噴漆機采用哪幾種噴槍?噴槍如何調節?安裝噴槍時要注意哪些間題?
3、鋼桶涂裝輸送帶采用哪些機構來實現鋼桶的輸送?如何控制輸送帶運行速度,使之與噴漆機、烘房協調?
4、如何調配油漆?油漆的粘度與噴槍調節有什么關系?
5、怎樣操縱自動噴漆機,使鋼桶涂裝達到工藝標準?怎樣改善常見的質量問題?
|

