|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第二節 焊接
制桶鋼板經剪磨工序加工后,裁剪成按工藝尺寸要求的板材并在鋼板縱向兩頭磨邊成形,為下一道工序——焊接提供了合格的材料。焊接工序是制桶生產中最關鍵的工序之一。焊接工序要完成的任務是:將鋼板卷圓成形,然后將直縫焊接起來。鋼桶滲漏主要是兩個部位,一是鋼桶頂底蓋與桶身卷合處,二是直縫焊接處。所以焊接工序的加工質量直接影響鋼桶的使用價值,它對上述兩大滲漏部位都有關系。直縫滲漏自不必多說,卷合處的滲漏也常常是因為直縫焊接時焊裂或未焊到頭而造成的。因此,有人說焊接是制桶頭等重要的工序,此話一點也不過份。
焊接設備有手動焊接設備和自動焊接設備兩類。手動焊接設備包括卷圓機、點焊機和直縫焊機。自動焊接設備是一臺整機把手動焊接的所有功能都包括在內,實現全自動直縫焊接。
隨著制桶生產的發展,自動焊接設備已被廣泛采用。但手動焊接設備也未全部淘汰,而且在我國眾多的制桶廠中還大多使用著這套手動焊接設備。因此,我們對兩種設備分別進行討論,以適應現階段的生產及技術培訓的需要。
1.2.1 電阻焊接設備的基本結構和傳動系統
手動焊接設備由卷圓機、點焊機和半自動縫焊機組成。卷圓機將平直的板材卷成桶身形狀,點焊機是為縫焊作預裝配準備工作的,而半自動縫焊機作最后的直縫焊接。
一、卷圓機
卷圓機的結構比較簡單,如圖1-14所示。鋼板卷圓是在三個軋輥的共同作用下完成的。三個軋輥中除下輥固定外,其余兩個軋輻均可以調節。鋼板卷圓曲率就是由它們的相對位置決定的。三個軋輥由齒輪傳動帶動它們聯動,動力由電動機供給,經帶傳動和齒輪傳動減速后驅動軋輥旋轉。在上軋輥和側軋輥上均裝有調節螺栓,以調整它們的相對位置。當鋼板送入軋輥,由上、下軋輥夾持并向前運送,同時在調整輥的共同作用下將平直的鋼板卷成具有一定曲率的圓柱形桶身。

圖1-14 卷圓機
1-上軋輥;2-下軋輥;3-調整輥
二、點悍機
點焊機是手動焊J接設備所需要的專用設備。因為手動焊接設備中的直縫焊機是人工送料,沒有專用的桶身外圓夾持機構。所以必須先將卷圓后的桶身進行預裝配,把桶身兩端按焊接的規定搭接量重疊后進行點焊固定。另外,點焊機在制桶生產中還者其它應用,如桶口件生產中的扳口固定裝配也是采用點焊(凸焊)實現的。
l、點焊機的基本結構
點焊機有多種類型,但不論其形式如何,均有如圖1-15所示的基本結構。點焊機一般有兩個電極,一個安裝在固定的機臂上,另一個則安裝在可運動的機臂上。可運動的機臂在加壓機構的帶動下可作主下運動。兩個機臂之間有電路相聯接,并有控制系統來控制其電流大小等。

圖1-15 點焊機的基本結構
A-進深;B-機臂空間;C-搖臂中心線;D-下機臂調整量;
1-腳踏開關;2-滾柱架;3-下機臂;4-靠模;5-電極夾頭;
6-電極;7-桶身;8-上機臂;9-搖臂;10-次級柔性導線;
11-次級線圈;12-氣缸;13-電流調節器;14-氣閥
2、點焊機加壓機構
一般情況下電阻焊接必須具有一定的壓力,這個壓力通過電極作用于被焊板件L因此,加壓機構是所有電阻焊機必須具備的裝置。加壓機構有多種類型:彈簧扛桿式加壓機構常用于焊接小型薄板零件;馬達凸輪加壓機構則用于無氣源的場合;而采用最廣泛的是氣壓或氣液壓加壓機構。
最常見的氣壓式加壓機構的氣壓系統如圖1-16所示。其主要部件為氣缸,常用的是三氣室氣缸。活塞桿上裝有兩個活塞,將氣缸內隔為三個氣室,提供兩個行程。當兩個活塞處于上部最頂點時,為安放焊件用的最大行程,稱為安裝行程;當上活塞處于氣缸中間某一位置,限制了下活塞運行距離,即為焊接中使用的焊接行程。焊接行程可采用調節氣缸頭部螺母7、8來改變上活塞的停留位置加以控制。該氣壓系統的工作過程是:高壓氣經氣閥18送入高壓貯氣筒16貯存,以確保氣缸活塞運動中有足量氣體。高壓氣由貯氣筒分兩路送向氣缸:一路未經調節直接由三通開關19送入氣缸上氣室12;另一路經調壓閥15調節到焊接壓力后,再經電磁氣閥13分配,通過氣路11或10送入氣缸下氣室2或中氣室4。三通開關19是用來選擇工作狀態的,即由上氣室是否有高壓氣進入而決定是工作行程還是安裝行程。而電磁氣閥13是控制中、下氣室的調壓氣進出的,當中氣室進氣,下氣室出氣時,電極具有焊接壓力;反之就消壓。節流閥6可決定中、下氣室進出氣的速度,使之既能提高生產率,又避免對焊件增加沖擊性載荷。此外,油杯4提供電磁氣閥和氣缸活塞的潤滑;低壓貯氣筒17用以貯存低壓氣,利于穩定焊接壓力。
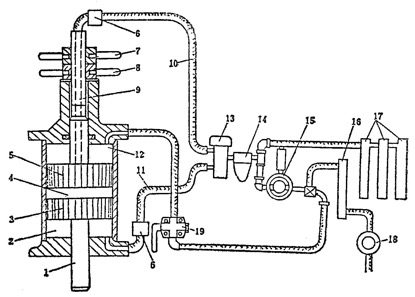
圖1-16 氣壓式加壓系統
1-活塞桿;2、4-下氣室與中氣室;3、5-上下活塞;6-節流閥;
7-鎖緊螺母;8-調節螺母;9-導氣活塞桿;10、11-氣管;12-上氣室;
13-電磁氣閥;14-油杯;15-調壓閥;16-高壓貯氣筒;17-低壓貯氣筒;18-氣閥;19-三通開關
3、點焊機的焊接回路
焊接回路是指除焊件之外參與焊接電流導電的全部零部件所組成的電流通路,如圖1-17所示。焊接回路由變壓器、電極、機臂及導線組成,其中機臂是最重要的部件。機臂由銅棒制成,交流焊機的機臂直徑不小于60毫米,以兔電流的趨表效應影響導電。大功率焊機因電流密度大,電極壓力增大,故必須相應增大機臂的直徑。
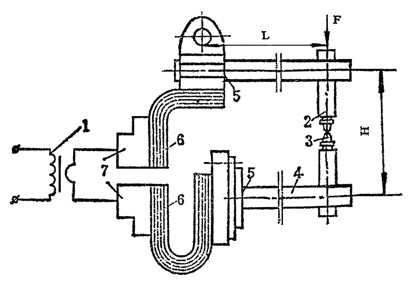
圖1-17 焊接回路
1-變壓器;2-電極夾;3-電極;4-機臂;5-導電蓋板;6-母線;7-導電銅排
電極用于導電和加壓盧并決定主要散熱量,所以電極的材料、形狀、工作端面尺寸和冷卻條件對焊接質量及生產效率都有很大影響。因電極在焊接中消耗量大,且價格昂貴,所以目前廣泛采用如圖1-18所示的可以更換電極頭的電極。電極夾用來夾持電極,也參與導電和傳遞壓力,故應有良好的機械性能和導電性。其結構如圖1-19所示。電極夾端部有錐孔,以換裝電極。尾部接冷卻水管,以便冷卻電極。電極夾可制成多種形式,以適應各種結構的焊接。
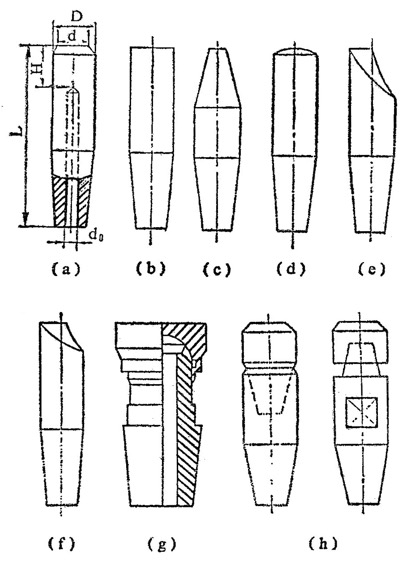
圖1-18 常用點焊的電極
a-錐形電極;b-平面電極;c-尖頭電極;d-球面電極;
e、f-偏心電極;g-球鉸鏈平衡電極;h-帽狀電極
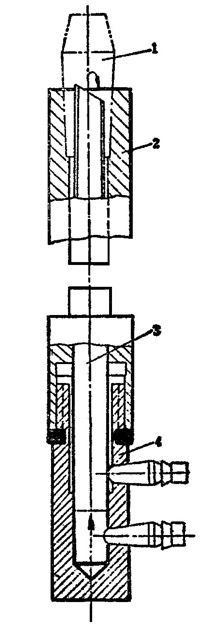
圖1-19 典型電極夾
1-電極;2-電極夾;3-冷卻水管;4-接頭
電極在焊接過程中會被氧化、沾污和產生變形,這會給焊接質暈帶來重大影響,因此對電極工作表面須經常進行清理和修整。當磨損與變形不大時,可用帶橡皮墊的平板外面包上金剛砂布來清理;當磨損與變形較大時,可采用銼刀修整;當電極產生更大的磨損和變形時,則應更換電極。
|

