|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第一節 剪磨
1.1.4 剪磨的工藝要求和操作技術
一、裁剪
1、裁剪工藝罷求
①尺寸要求:裁剪工藝對尺寸的要求如圖1-12所示。圖中長度尺寸是根據手動焊機的焊接搭接量定的。如果用其它焊機,搭接量不同,長度尺寸也就不同。比如自動焊機要求的搭接量小,則長度只需要1768±l就夠了。長度的計算方法是標準桶身圓周長加上焊接所需的搭接量。寬度尺寸是根據標準桶身的長度再加上扳邊、波紋、漲筋臍縮去的長度來確定的,因比不同的波紋、漲筋也會引起寬度尺才的微小變化。

圖1-12 裁剪工藝尺寸
②形狀要求:裁剪工藝對扳材的形狀也有要求。總的說來,要求對邊平行,鄰邊垂直。但不作具體的平行度和垂直度要求,而是取一個綜合指標,即對角線偏差加以控制。對角線偏差是指板材的兩條對角線長度之差。裁剪工藝要求板材的對角線偏差不大于6毫米。
③裁剪口要求:裁剪工藝對裁剪口的要求是平正,無裁剪扭曲,并要求裁剪口毛刺不大于0.5毫米。
2、截剪操作
裁剪操作一般是自動化流水線操作,正常情況下,在平穩生產過程中,操作十分簡單。但是一旦出現問題,如果不加注意,及時處理,就會出現次品,甚至廢品。一般來說,裁剪操作要注意下面幾點。
①塊板分張喂料要注意一張一張喂料,千萬注意不能兩張重疊。尤其是冷軋鋼板,因為平整多油,常常容易發生兩張甚至多張重疊現象。鋼板重疊將嚴重損傷裁剪機。
②橫向裁剪要注意定位的準確性。鋼板要緊靠定位塊時才能開始裁剪。定位塊也要經常檢查,要注意是否松動移位以及磨損情況,發現問題要及時調整。對兩對摩擦滾輪也要注意摩擦層的使用情況,如果損壞或磨損了要及時更換,否則也要影響定位和出料。另外,由于橫向裁剪是一邊裁剪的,而裁剪基準就是另一長邊。如果遇到鋼板本身長邊就不直的板材,就需要用特殊方法處理。處理的方法是先裁剪一邊,使其平直并留出余量,然后按常規再裁剪另一邊。
③縱向裁剪要注意裁剪機與輸送鏈的協調合拍,必須做到先停止輸送,后進行裁剪。隨時注意定位模塊的位置以及是否緊靠鋼板。左右定位導軌也要根據裁剪腳料寬度及時調整,避免出現一頭裁剪不到的現象。
④經常檢查裁剪后半成品的質量,一旦發現工藝標準要求的參數超差了,則要根據不同情況采取相應措施加以改善。
二、磨邊
1、磨邊工藝要求
①磨邊尺寸要求:磨邊的尺寸與公差如圖1-13所示。磨邊寬度是根據焊機的搭接量要求確定的,圖中尺寸只是一個推薦尺寸。厚度尺寸也要根據焊機的焊接能力以及鋼板的材質來確定。如焊機功率大,材質較優,就可以少磨一些或完全不磨邊也能保證焊接質量。
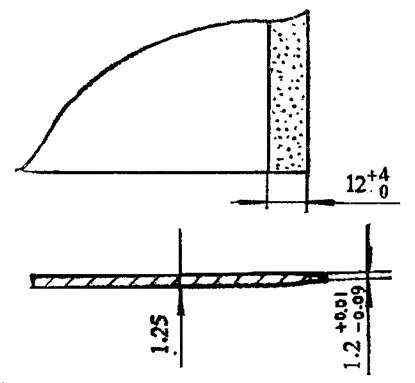
圖1-13 磨邊工藝尺寸
②磨削面質量要求:磨邊后的磨削面應達到光潔平整的要求。邊線平直,不得彎曲。上下兩磨削面要均勻對稱,不能偏向一面,造成磨削傾斜。磨削面不能燒焦。
2、磨邊操作
磨邊操作最主要的工作是控制磨削進給量。磨削進給量直接決定了磨邊的寬度和厚度,而且也影響磨削表面的質量。磨削進給量的控制由手動調節桿進行調整,磨邊工人最主要的操作任務就是隨時觀察磨邊寬度,以磨邊寬度為信號隨時調整磨削進給量。一般來說,隨著砂輪的磨損,進給量減小,磨邊寬度也變窄,在接近最小極限尺寸時,就必須增加進給量。但也應注意不能一次增加很多,否則不但寬度、厚度超差,而且還會因進給量太大而燒壞磨削表面。因此要做到勤檢查,勤調整,使進給量始終保持在許可范圍內。
磨邊操作除了上述主要任務外,還應注意以下幾點。
①盡可能避免磨焦現象。磨焦是由于砂輪在鋼板上較長時間定點磨削造成的。常常發生在輸送機構出現故障停止運行,而砂輪仍繼續磨削的場合。因此,在操作時要密切注意當磨邊輸送鏈一旦停下時,應及時關閉磨邊機。再開機時,在打開磨邊機后也應立即啟動磨邊輸送鏈。當然也可以改進磨邊機與輸送機構的合拍聯動,使上述過程自動化,這個問題也就迎刃而解了。
②注意鋼板定位的準確性。定位楔塊出現問題會造成磨邊邊線不平直,左右定位擋板出現問題會造成一頭過寬,另一頭寬度又不足。操作工人要根據不同情況及時調整定位裝置,保證磨邊質量。
③注意前后銜接部位的正常運行。前面與縱向裁剪相銜接,要注意合拍和協調。如果出現問題,需調節離合器或控制凸輪加以解決。后面與出料輸送鏈相銜接,要注意出料流暢。這個環節經常出現的故障是出料控制器,要注意日常維護保養和檢修。
復習題
1、裁剪定位有哪些類型?各有什么優缺點?對裁剪加工精度有什么影響?
2、磨邊機的調節采用什么機構?調節時要注意什么問題?
3、剪磨生產流水線有哪些輸送機構?各輸送機構之間是如何銜接協調的?
4、剪磨采用卷板后,加工工藝有何改變?簡述開卷機的操作和注意事項。
5、剪磨操作要注意哪些問題?原材料不符合要求應該如何處理才能加工出合格的半成品?
|

