冷軋薄鋼板常見缺陷圖譜與判斷(4)
鳳巢
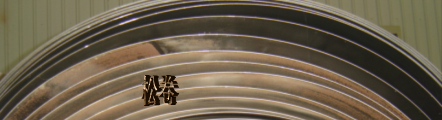
28、缺陷名稱:卷取擦傷
定義與外觀:
鋼帶表面沿軋制方向呈不規則的短簇狀分布的線狀、點狀、塊狀損傷缺陷稱擦傷。平整擦傷較平滑,精整擦傷有手感,有金屬亮澤。


成因:
●卷取張力小,開卷張力大,鋼帶層間產生相對運動;
●甩尾時張力失調,鋼帶層間錯動而擦傷鋼帶表面。
危害:
擦傷處容易產生銹蝕,影響涂裝效果;沖壓成型過程中,擦傷處容易開裂。
預防及消除方法
●控制好鋼帶卷取張力,鋼帶要卷緊、捆牢;
●控制好鋼帶板形,對隆起、鼓包、散卷和心形卷要減速平整。
檢查判斷:
●用肉眼檢查;
●比照劃傷(劃痕)缺陷判定。
29、缺陷名稱:銹蝕
定義與外觀:
銹蝕是帶鋼表面呈不規則的點狀、塊狀、條片狀的銹斑,繡蝕輕者顏色為淡黃色,較嚴重者為黃褐色或紅色,嚴重的可呈黑色,表面粗糙,可出現在帶鋼的任意部位,形狀和面積大小不一。


成因:
●防銹油水分過多,或防銹能力差。
●鋼帶涂油不均或涂油量過少。
●包裝不良,鋼帶與周圍介質(空氣、水等)特別是與腐蝕性介質接觸,發生化學反應。
●鋼卷在中間庫存儲時間過長,特別在溫差大、空氣潮濕的環境中。
危害:
影響鋼帶表面質量及涂裝效果。
預防及消除方法:
●保證防銹油質量。
●按規定涂防銹油,保證涂油均勻。
●確保產品包裝良好,防止鋼帶運輸、儲存過程中進水,避免與腐蝕性介質接觸。
●合理組織生產,防止鋼卷在中間庫停留時間過長。
檢查判斷
●用肉眼判斷。
●允許存在輕微點狀銹蝕和輕微的邊銹(以板面沒有受到侵蝕為準);
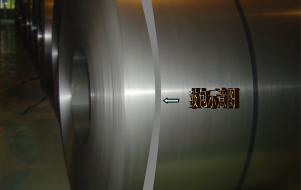
30、缺陷名稱:松卷
定義與外觀:
鋼卷未卷緊,層與層之間有明顯間隙的現象稱松卷。
成因:
●卷取張力設定不合理,或卷取機能力不足;
●鋼帶存在嚴重浪形,鋼卷無法卷緊;
●鋼帶強度高或鋼帶太厚,捆帶未打緊或捆帶斷;
●鋼帶卷取完畢,因故卷筒反轉。
危害:
影響鋼卷包裝和搬運,嚴重的松卷可能導致鋼卷無法使用。
預防及消除方法
●合理設定卷取張力,卷取的鋼帶強度和厚度不能超過卷取機能力;
●加強鋼帶板形控制,防止鋼帶產生嚴重浪形,當無法卷緊時應及時分卷;
●保證捆帶質量,打捆時要打緊,吊運時要輕吊輕放,防止捆帶斷裂;
●防止卷筒反轉。
檢查判斷:
●用肉眼檢查;
●允許存在輕微松卷,但鋼卷外徑不得超過標準的規定。
31、缺陷名稱:凸包(起筋、隆起、鼓包)
定義與外觀:
鋼帶卷取后局部隆起的現象稱凸包。輕微的凸包在卷取過程中可見,但在卷取張力消除后消失,嚴重的凸包用手觸摸有明顯的凸起手感,打開后有明顯的浪形。主要發生在熱軋機上,一旦發生,在冷軋過程中不能完全消除。
成因:
●軋制過程中軋輥軸向竄動,鋼帶凸度異常;
●鋼帶沿軋制方向存在線狀增厚,成卷時,隨著卷徑不斷增加而表現出凸包;
●鋼帶板形不良,存在較大的浪形,尤其是邊浪在卷取時容易形成凸包缺陷。
危害:
影響產品成型及涂裝效果。
預防及消除方法
●防止軋輥竄動,合理控制鋼帶凸度;
●定期換輥,合理配置軋輥輥型,防止軋輥異常磨損導致鋼帶線狀增厚;
●控制好鋼帶板形。
檢查判斷:
●用肉眼檢查;
●允許存在輕微凸包缺陷。
32、缺陷名稱:厚度不合
定義與外觀:
鋼帶的實際厚度超出標準規定的允許偏差稱厚度不合。厚度不合有超薄和超厚兩種。
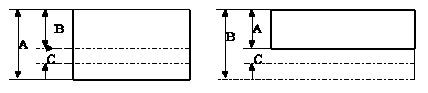
A-實際厚度;B-公稱厚度;C-偏差
成因:
●軋制厚度設定不合理;
●原料厚度波動超出軋機厚度可控范圍,從而造成軋機無法進行厚度自動控制;
●測厚儀測量值不準確,AGC功能不正常或未投入;
●軋機入口鋼帶有嚴重缺陷,不能采用正常方式軋制而采取特殊手段,如抬輥縫過軋機,改變軋機出口厚度設定值等。
危害:
可能損壞顧客沖壓模具或開裂。
預防及消除方法:
●按要求設定軋制厚度,并注意后工序生產過程中的減薄量(平整)和增厚量(鍍鋅);
●保證原料厚度公差;
●按規定標定測厚儀和清潔測厚儀窗口,保證測厚儀和AGC功能正常投入;
●保證軋機入口鋼帶表面質量和焊縫質量。
檢查判斷:
●用量具測量,根據標準規定的測量部位,對鋼帶厚度實測,厚度不得超過允許的偏差值,對超出厚度偏差范圍的鋼帶,允許改判。
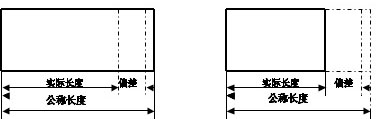
33、缺陷名稱:長度不合
定義與外觀:
鋼板實際長度超出標準或合同中規定的允許偏差值稱長度不合。長度不合有長尺和短尺兩種。
成因:
●飛剪剪切長度設定不當;
●矯直機壓下不良,測量輪打滑;
●鋼帶表面有油污,產生相對運動。
危害:后工序無法剪切成規定尺寸。
預防及消除方法:
●合理設定飛剪剪切長度,并經常進行長度復尺檢查;
●加強飛剪、矯直機、測量輪的維護和操作;
●去除鋼帶表面的油污,防止鋼帶產生相對運動。
檢查判斷:
●用量具測量;
●實測鋼板長度,鋼板長度不得超過標準規定的允許偏差值,否則應改判。
34、缺陷名稱:平整紋
定義和外觀:
缺陷呈羽紋狀,是平整過程中出現的線痕,可分布在鋼帶的局部或布滿整個帶寬。
成因:
帶鋼在輥縫中的不均勻延伸造成;
危害:
影響產品的外觀形象和用途。
預防及消除方法:
●合理調整壓下,出現單面起浪及時調整;
●保持平整后張力穩定;
●合理選擇軋輥凸度以及正確使用正負彎輥。
檢查判斷:
●用肉眼檢查;
●允許局部存在輕微平整紋,但存在有手感或大面積平整紋的鋼卷必須降等。
35、缺陷名稱:孔洞
定義及外觀:
孔洞是材料非連續的貫穿帶鋼上下表面的缺陷,在軋制過程中帶鋼斷面內部疏松,該處應力超過材料的變形極限(如塑性),材料撕裂產生孔洞,帶鋼越薄,這種現象越明顯;

成因:
●鋼質不純,冷軋基板中非金屬夾雜嚴重。
●冷軋基板表面存在結疤,氣泡、嚴重輥印或內部組織疏松,經冷軋延伸后被暴露,形成穿孔。
●異物壓入
危害:
存在孔洞的鋼帶無法使用
預防及消除方法:
●加強煉鋼操作,減少非金屬夾雜,提高鋼的純凈度;
●加強冷軋基板檢查,防止有結疤、壓痕的原料投入使用;
●加強設備管理,清除與鋼帶接觸設備上的異物。
檢查判斷:
●用肉眼檢查;
●冷硬卷尾部允許存在個別孔洞,其它部位不允許孔洞現象;
36、缺陷名稱:黃斑
定義與外觀:
一般分布在帶鋼中部,對稱的分布在鋼帶的上下表面,呈黃色,一條或多條成帶狀分布,嚴重的貫穿帶鋼的全長;目前只發生在鍍鋅線作分卷線生產的時候。
成因:
形成的條件及外觀都比較特別,是一種不充分氧化條件下的點狀擴散型腐蝕。
危害:影響鋼帶的外觀質量和用戶的加工使用。
預防及消除方法:
●盡可能降低酸軋卷取張力;
●確保退火后足夠冷卻時間;
●確保平整機吹掃裝置效果良好;
●縮短工序間鋼卷的停留時間;
檢查判斷:
●用肉眼檢查;
●輕微的黃斑(淡黃色)可判合格品(S4),嚴重的判不合格品。
37、缺陷名稱:黑斑
定義與外觀:
黑斑是產生于酸軋的乳液斑跡,經退火還原后表面積碳,一般分布在帶鋼中部,對稱的分布在鋼帶的上下表面,呈黑色,一條或多條成帶狀分布,嚴重的貫穿帶鋼的全長;

成因:
●乳化液吹掃不凈;
●帶材表層溫度過低;
●帶材表面水蝕;
●乳化液防銹能力不足;
危害:
影響鋼帶的外觀質量和用戶的加工使用。
預防及消除方法:
●加強吹掃;
●控制帶材表層溫度;
檢查判斷:
●用肉眼檢查;
●允許局部存在輕微黑斑,但嚴重的或貫穿全長的必須降等判定;
【相關鏈接】
冷軋薄鋼板常見缺陷圖譜與判斷(1)
冷軋薄鋼板常見缺陷圖譜與判斷(2)
冷軋薄鋼板常見缺陷圖譜與判斷(3)
冷軋薄鋼板常見缺陷圖譜與判斷(4)

