制桶工藝學
第七章 沖壓
鋼桶生產中,鋼桶頂底蓋和桶口件的生產常用冷沖壓加工(以下簡稱為沖壓)。鋼桶頂底蓋的沖裁、拉伸、翻邊,桶口件的落料、沖孔、拉伸;鋼桶頂蓋與螺圈的鎖裝均由沖壓加工完成。因而沖壓加工在制桶生產中有著很重要的地位,它是制桶生產中應用廣泛的一種加工工藝。
沖壓是金屬壓力加工方法的一種,它是在室溫下借助模具在沖床上進行的加工方法。
由于桶底蓋和桶口件成批大量的生產,采用沖壓加工,不論在技術方面還是在經濟方面,都有著顯著的優點,它不但能獲得重量輕、強度高、剛性好、外表光滑美觀的制品,而且操作簡便、勞動強度低。當沖壓材料是條料或卷料時,又很容易采用機械化自動化裝置迸行自動沖壓,提高生產率。
第一節 沖壓設備和工藝
7.1.1 沖壓設備
一、沖床
1. 沖床的沖壓過程和沖壓力
(1)沖床的沖壓過程。板料在外力作用下產生彈性壓縮和彎曲變形,隨著外力不斷增大,板料的內應力達到彈性極限。當外力超過材料彈性極限,達到屈服極限時,開始產生塑性變形。如果再加大外力,超過了材料的極限強度,板料便開始斷裂、分離。沖壓就是利用金屬板料的這種性質,使材料分離或變形,從而得到所需形狀和精度要求的制件。
(2)沖床工作過程的壓力變化。沖床滑塊的壓力,在沖壓全行程中不是一個常數,而是隨著曲軸轉角的變化而變化。圖7-1所示為曲軸沖床在工作過程中,壓力的變化情況。當滑塊在全行程的中間點時,壓力僅為公稱壓力P公的50%,當滑塊在接近下死點的,壓力達到最大值,即相當于滑塊工作行程為ha=(0.05~0.07)H時的壓力。
壓力變化的計算公式是
P=P公/2sinα (見圖7-1(a))
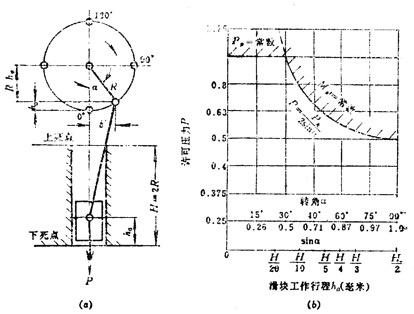
圖7-1 曲軸沖床壓力的變化情況
(a)沖床原理圖;(b)許可壓力曲線
沖床的公稱壓力,是指滑塊接近下死點前某一特定距離,或曲軸轉角離下死點前某一角度時的壓力。這個角度稱為工作角度(通用曲軸沖床一般為25°~30°)。對應這個角度滑塊運動的那一段距離稱為工作行程。一般壓力機說明書上,都不注明工作角度和工作行程,僅注明滑塊行程。滑塊行程和滑塊工作行程是兩個不同的概念,工作行程是滑塊行程的一部分,它的計算公式是:
式中 S——以下死點為計算,曲柄轉角為α時滑塊的位移(見圖7-2);
α——由下死點算起的曲柄轉角(度);
R——曲柄半徑(毫米);
λ=R/L——連桿系數,其中L為連桿長度。
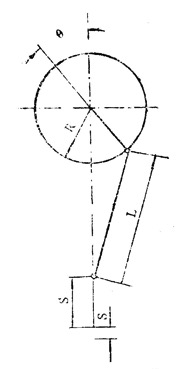
圖7-2 滑塊的位移

