制桶工藝學
第三章 焊接
第二節 鋼桶焊接設備
四、電極和電極輪
1. 工作條件
電極和電極輪是焊接回路的一個重要組成部分。用于直接向焊件饋電和傳遞壓力。它們的工作條件和工作狀態由于下列因素而非常復雜: (1) 電極-焊件觸點處的高溫;(2)作用于工作表面的巨大壓力且帶有沖擊特征;(3) 工作表面加熱和承載的周期性;(4) 電極或電極輪同焊件接觸的工作部分,其金屬成分的化學變化。
2. 電極材料
電極工作條件復雜,其使用壽命與焊接質量首先由材料決定。對電極材料有以下要求:(1) 具有足夠的高溫硬度與強度,再結晶溫度高;(2) 為減低工作表面的溫度和電能損耗,應在常溫和高溫時都有良好的導電、導熱性;(3) 為提高工作表面抗沾污能力,增長壽命,應在常溫和高溫時具有高的抗氧化能力并不易與焊件材料形成合金;(4) 具有良好的加工性能。
表3-1所列為國內常用電阻焊電極材料。電極材材應按焊件材料、結構特點、工作條件選用。
表3-1 常用電阻焊電極材料
名稱 |
質量分數w×100(余為銅) |
性能 |
應用 |
備注 |
抗拉強度
MPa |
硬度
HB |
電導率
IACS
10-2 |
軟化溫度
℃ |
冷硬銅T2 |
<0.1 |
250~360 |
75~100 |
98 |
150~250 |
工業純鋁、塑性鋁合金(LF20、LF2) |
相當于M1(蘇)
CuETP(ISO) |
鎘青銅QCd0.1 |
0.9~1.2Cd |
400 |
100~120 |
80~88 |
250~300 |
低塑性鋁合金(LF6)高強度鋁合金(LY12CZ)鎂合金 |
MK(蘇)
CuCd1(ISO) |
鉻青銅QCr0.5-0.2-0.1 |
0.4~0.7Cr
0.1~0.25Al
0.1~0.25Mg |
480~500 |
110~125 |
65~75 |
510 |
低碳鋼 |
MII4(蘇) |
3. 點焊電極和縫焊電極輪的形式
電極形式繁多,常用點焊電極形式見圖3-39。
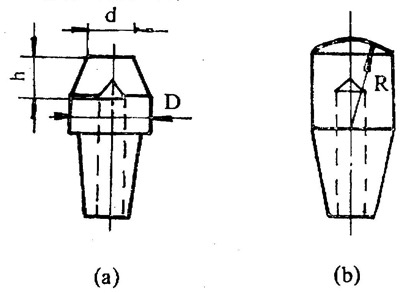
圖3-39 常用電極頭
(a)錐臺形電極頭;(b)球面形電極頭
電極頭端面尺寸是一重要規范參數。一般計算式為:
d=2δ+k
式中 d——電極頭端面直徑;
k——隨焊件厚度δ變化:δ≤1.5mm時,k=4;δ=1.5~7.5mm時,k=3。
常用電極輪形式見圖3-40。(a)圖形式鋼桶縫焊常采用,(c)圖形式常用于黑色金屬縫焊,(d)圖形式主要用于鋁合金、鑲合金等材料的縫焊,具有良好的可調整性。
電極輪的尺寸和形狀取決于焊件的厚度、材質和形狀,當然還有傳動機構的類形。內部一般都有玲卻水道,甚至可以同時進行外部水冷。

圖3-40 常用電極輪
(a)扁平形(F型);(b)單倒角形(SB形);
(c)雙倒角形(PB型);(d)球面形(R型)
4. 卷圓機構
鋼桶桶身卷圓屬焊前輔助工藝環節。全自動鋼桶專用縫焊機將卷圓環節在電氣、機械方面包容在整機之內了。
卷圓是卷圓機構對板料迸行連續三點彎曲的過程。鋼桶卷圓屬冷卷、單曲率圓柱面卷圓。
由鋼桶板材厚度、寬度及后續的焊接生產率決定了卷圓機的構造及性能。
圖3-41為一種全自動鋼桶專用縫焊機中的卷圓機構。

圖3-41 桶身卷圓機構
1-上軋輥;2-下軋輥;3-后軋輥;4-滑動輥;5-鋼板
這是一種普通的三輥卷圓成形機構。其上、下及后軋輥均使用同一的動力源,它外圓上的周向線速度相等,轉向如圖示。上下軋輥徑向表面分離0.25mm,下軋輥由可調彈簧承載,這樣顯然表能動大于O.25mm厚度的薄板,而且減小軋輥運轉噪音和延長軋輥軸承的壽命。后軋輥相對于前端兩個軋輥中心之間的軋道線的位置取決于鋼板的規格和張力以及需要成形的桶身外徑。由于桶身冷卷時回彈較顯著,所以必須施以一定的過卷量,這個過卷量可以通過調節后軋輥的位置來達到,增大桶身卷圓曲率,使桶身二端邊搭接75~100mm 即可。
滑動輥的作用是把制桶薄板的前緣正確導向后成形輥的上半徑上,并將薄板前緣可能存在的微小變形減至最小。它的位置基本上是固定的,輥子是被動的(滑動)。
為了防止產生卷圓的外形扭斜(螺旋)缺陷(表3-2),要求桶身板材邊緣與輥筒軸線平行。滑動輥能起些作用,但主要是依靠板材進給臺上的導向輥來保證。進給臺的高度固定在上下軋輥之間軋道線高度上,進給臺側面裝有兩列豎直的導向輥,作為板材另一邊的依靠,將板材正確導向軋輥。當然,各列中導向轆外圓切線應與后軋輥軸線垂直。
進給平臺上可安裝機動夾送輥,把板材自動送入卷圓軋輥中。
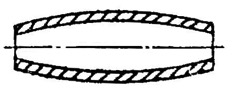
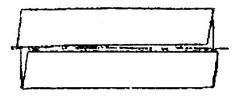
表3-2 卷圓常見的外形缺陷及其產生原因
| 名稱 |
簡圖 |
產生原因 |
錐形 |
|
上輥與側輥互不平行 |
腰鼓 |
|
1、上輥剛度或下輥頂力不足
2、上輥反壓力太大 |
束腰 |
|
1、上輥下壓力太大或反壓力不足
2、下輥頂力太大 |
扭斜 |
|
1、坯料不呈矩形
2、進料時未對中
3、沿輥軸受力不均造成局部軋簿 |
棱角 |
|
1、彎邊不足產生外棱角
2、彎邊過甚產生內棱角 |