制桶工藝學
第二章 剪磨
第一節 剪磨設備與工藝
2.1.1 剪磨設備
三、送料機械
剪磨是制桶第一道工序,所用原材料是制桶鋼板。目前制桶鋼板有兩種包裝形式:一種是分張的塊板,一種是卷成圓柱形的卷板。塊板的送料只需分張送入,卷板的送料必須先開卷,后校平才能送入裁剪。
1、塊板分張送料裝置
塊板分張送料裝置如圖2-27所示,主要由塊板輸送鏈、喂料機構和送料滾輪三部分組成。塊板輸送鏈負責整疊塊板的運輸,喂料機構負責將鋼板分張提起送進,送料滾輪則負責將送來的鋼板卸人送到后續輸送鏈上去。

圖2-27 塊板分張送料裝置
1-送料滾輪;2-電動機;3-減速器及離合器;
4-塊板輸送鏈;5-喂料機構;6-塊板
(1)塊板輸送鏈。采用裝有托架的板鏈結構,這主要考慮塊板輸送重量重而輸送精度要求不高兩個因素選用的。輸送鏈長度為二倍鋼板的長度再加上必要的工作間距,以便在輸送鏈上可放下兩疊鋼板,一疊供生產用,一疊供備用。輸送鏈單獨用一臺電動機拖動,由齒輪減速器減速。由于塊板質量大,慣性也大,輸送鏈送進速度不宜過快。輸送鏈的運行由手動離合器控制,電動機裝有倒順開關,以便使鋼板對準喂料口。
(2)喂料機構。采用吸盤機械手,以氣缸作為驅動力。一般完成兩個動作;一是將鋼板提起,二是將提起的鋼板送進送料滾輪。圖2-28所示是喂料機構的一種結構示意圖。分列左右的兩個吸盤氣缸負責提起鋼板,喂料氣缸則完成將鋼板送人滾輪的工作。吸盤吸在鋼板上是由于大氣壓強的作用,因此吸盤大小必須滿足下式:

式中 n——吸盤的個數;
P——大氣壓強;
D——吸盤外徑;
d——吸盤安裝孔直徑;
G——鋼板重量。
吸盤可以采用4個,甚至8個對稱設置。吸盤氣缸也可以不采用絞支聯接,而采用滑動式,同肘喂料氣缸帶動它在固定導軌中前后滑動,這又是一種喂料機構的形式。

圖2-28 喂料機構
(3)送料滾輪。采用對稱安裝的兩對滾輪,每對上下兩個滾輪轉向相反,靠壓緊力在滾輪與鋼板間產生摩擦力來達到送料的目的。送料滾輪在制桶生產中應用廣泛,在鋼板輸送過程中很多環節都采用送料滾輪來完成進料、出料等工作。在送料過程中,當鋼板剛碰到滾輪時,鋼板必須在被滾輪“咬”住的條件下,才能進行送料,這里存在一個咬入間距問題。如圖2-29所示,鋼板送至咬入口,此時滾輪作用在鋼板上的力F可以分解為沿鋼板輸送方向和垂直方向的兩個分力F1、F2。顯然,根據力的分解可得:
F1=Fsinα
F2=Fcosα
式中 α——咬入角(見圖2-29)。
為了使滾輪咬住鋼板并進行輸送,必須滿足下式:
F2?μ>F1,即 Fcosα?μ>Fsinα,
或 μ>tgα
即 
式中 A——滾輪中心距;
h——鋼板厚度;
D——滾輪直徑;
μ——鋼板與滾輪間的摩擦系數。

圖2-29 送料滾輪的咬入分析
送料滾輪的送料速度,如果鋼板與滾輪無相對滑動,那么就等于滾輪的圓周線速度。滾輪的圓周線速度與滾輪的直徑和轉速有關,因此必須按所需的送料速度來確定滾輪的直徑和轉速,當然還須留有一定的余量,以便在遇到阻力產生滑動或其它影響下也能跟上輸送節拍。
2、開卷機
制桶采用卷板作為原材料時,開卷機是必不可少的設備。制桶生產中應用的開卷機一般在開卷中不主動旋轉,即無動力。開卷的動力由其后續的送料滾輪提供。因此在制桶中,開卷機其實只是一個大型的卷料架,主要起支承卷板并使其自由轉動的作用。
制桶常用的開卷機有兩種:一種是懸臂式開卷機,用于較輕的卷板,另一種是簡支式開卷機,可用于較重的卷板。
(1)懸臂式開卷機。如圖2-30所示是懸臂式開卷機的結構示意圖。它由兩大部分組成:卷板輸送部分和開卷部分。卷板輸送部分由輸送小車、輸送油缸、對位油缸以及導軌構成,主要完成卷板備料的輸送、對位、上料架的工作。開卷部分由懸臂主軸、漲緊機構、托架、漲緊油缸以及傳動鏈與電機構成,主要完成卷板的漲緊、支承及帶動旋轉的工作。漲緊機構可采用斜面滑塊形式,也可以采用滑動撐桿形式。開卷機的電動機及傳動鏈只是在每一卷板開始引出時驅動主軸轉動,將卷板引入送料滾輪后即停止驅動,改由送料滾輪提供動力使卷板旋轉。這主要是為了保證開卷勻線速度而采用的開卷送料方法,因為如果開卷機用恒定的轉速轉動,那么隨著卷板半徑的減小,線速度就變小,會跟不上生產的需要。如果要保證定定的線速度,那么就必須隨時改變開卷機的轉速,需采用變速電動機才能達到這個目的,不但成本提高,技術也較復雜。因此,制桶卷板開卷采用由送料滾輪拉曳開卷的方法。

圖2-30 懸臂式開卷機
1-對位油缸;2-輸送小車;3-輸送油缸;4-懸臂主軸;
5-漲緊油缸;6-漲緊機構;7-卷板;8-傳動鏈;9-電動機
(2)簡支式開卷機。如圖2-31(a)所示是簡支式開卷機的結構示意圖。它與懸臂式開卷機一樣也由兩部分組成。不同的是:卷板輸送部分不是沿旋轉軸線的方向,而是與其垂直,支承卷板不采用懸臂主軸,而是采用兩頭的簡支支承,因而可以承載較重的卷板。兩個支承頭采用圓臺形結構,這是考慮卷板中心孔直徑大小不一以及對位方便采用的。圓臺的錐度必須適當,如果錐度太小,則不能適應卷板中心孔直徑的變化,對位也不方便,如果錐度太大,則會產生較大的側向推力。如圖2-31(b)所示,卷板給支承架的力F可分解成兩個分力:一個是垂直向下的F1;另一個就是側向推力F2。顯然:
F1= F•cosα
F2= F•sinα
式中α為圓臺錐角的1/2。當錐度增大,α也增大,則F1減小,F 2卻增大。如果側推力增大到超過油缸的承載能力,那么就會破壞平衡至開卷機不能正常工作。因比,根據卷板中心孔直徑的變化范圍選定支承頭錐度后必須計算側推力的大小,然后選用合適的夾緊油缸,以保證足夠的夾緊力。如果側推力太大,沒有合適的夾緊油缸,則可采用鎖定裝置,采用先夾緊,后鎖定的方法來解決。

圖2-31 簡支式開卷機示意圖
1-固定支承架;2-輸送小車;3-輸送油缸;4-對位油缸;
5-滑動支承架;6-夾緊油缸;7-卷板
3、矯平機
卷板開卷后,彎曲的板料須進行矯平后才能裁剪,矯平機就是完成這種工作的專用設備。制桶采用的是板材輥式矯平機,如圖2-32所示是一種輥式矯平機的結構示意圖。矯正輥的直徑和數量根據板材的厚度、寬度和材料的屈服點來確定。一般,輥徑越小、輥數越多,板材的矯平精度越好。另外,輥距密可使板材容易通過。制桶所用鋼板一般都很薄,材料一般都是低碳鋼,屈服強度較低,因而不需采用輥數很多的矯平機。
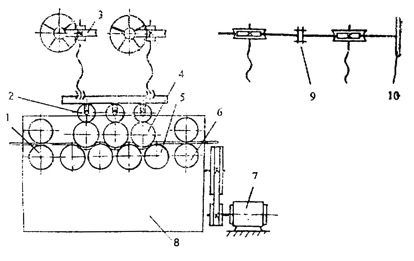
圖2-32 輥式矯平機示意圖
1-送料滾軸;2-支承輥;3-調節機構;4-上矯正輥;5-下矯正輥;
6-出料滾軸;7-電動機;8-傳動機構;9-聯軸器;10-調節手柄
矯正輥對所承受的矯正力要有足夠的剛性,輥子的軸承必須有足夠的承載能力。由于制桶鋼板較寬,因此在兩列輥式矯平機輥子剛性和輥子的軸承承載能力不足時,可使用矯正輥由支承輥支承的列輥式矯平機。
輥式矯平機的調整方法因機械結構的不同也不盡相同。有上部矯正輥固定,調整下部矯正輥的,也有下部矯正輥固定,調整上部矯正輥的。一般,后一種調整方式要有矯正輥平衡機構,但在機能上兩種方式沒有差別。此外,有上下矯正輥的相關位置是固定不變而作為整體調整的,還有出口處上下兩輥中的一個是可進行單獨調整的。前者一定要進行傾斜調整以向出口處逐漸減少矯正輥的加壓量。與此相反,后者不一定要作傾斜調整,它可以通過調整出口處的那個能單獨壓下的最終矯正輥來得到扳材的平面性。
輥式矯平機在進出口處各有一對送料滾軸,在制桶流水線中,它們既是前面開卷機的曳引動力,又要為后續裁剪機供給足夠的平整鋼板。送料滾軸的送料速度必須與裁剪的鋼板長度以及裁剪節拍相適應。送料速度與送料滾軸的直徑和轉速有關,因此必須選用適當的直徑和轉速,以保證必需的輸送速度。其關系是:
L·N=K·n·R
式中L——裁剪鋼板長度(mm);
N——裁剪機每分鐘裁剪次數(1/min);
n——送料滾軸轉速(s/min);
R——送料滾軸半徑(mm);
K——系數,考慮滾軸與鋼板相對滑動等因素,一般取K=1.0~1.1。
四、剪磨輸送銜接裝置
制桶鋼板的縱向雙邊裁剪與磨邊都采用帶定位楔塊的套筒滾子鏈,都采用輸送加橫向定位的方法。這對提高定位精度是有利的,因為雙邊裁剪后,鋼板在左右方向上不需再作移動,只要磨邊砂輪在裁剪刀口的一直線上,就基本能保證左右定位的準確度。但問題在于裁剪機每次裁剪必須有個個暫停的時刻,而磨邊機要求進行連續不停地輸送。因此在剪磨輸送鏈之間存在一個銜接的問題。
剪磨輸送銜接是通過一個氣動摩擦離合器以及一系列傳動裝置來實現的。其結構示意及銜接配合過程如圖2-33所示。磨邊輸送鏈在電動機及減速器的驅動下作連續運動,并通過氣動摩擦離合器將動力傳遞給裁剪輸送鏈。當裁剪輸送鏈將鋼板送至磨邊口時(如圖2-33的狀態)離合器脫開,裁剪輸送鏈停止運行,裁剪機工作,進行雙邊裁剪。同時,磨邊輸送鏈仍連續運行,事先設計好的定位楔塊正好在此時到位靠上并帶走暫停運行的鋼板。此時,裁剪完畢,離合器接合,裁剪輸送鏈又開始運行,送入又一塊鋼板。

圖2-33 剪磨輸送銜接裝置
1-裁剪輸送鏈;2-裁剪定位楔塊;3-磨邊定位楔塊;
4-磨邊輸送鏈;5-鋼板;6-電動機;7-離合器
氣動摩擦離合器由一氣閥控制,氣閥的動作又由一個安裝在磨邊輸送鏈中的凸輪控制,剪磨一張鋼板,該凸輪正好轉一周。按設計要求,在某一時刻控制離合器脫開。由于裁剪輸送鏈有暫停時間,因此,它必須比磨邊輸送鏈運行得稍快一些以跟上節拍。這由傳動系統來完成這種配合。

