制桶工藝學
第二章 剪磨
第一節 剪磨設備與工藝
2.1.1 剪磨設備
一、裁剪機
4、雙盤裁剪機
國內有些小型的制桶廠家,由于不具備大型的壓力機,鋼桶的頂底蓋生產不能一次沖壓成形,而是先裁剪成圓形坯料后再進行沖壓加工成形的。因此其鋼桶頂底蓋生產的第一道工序也是裁剪。將鋼飯裁剪成圓形坯料的常用設備備是雙盤裁剪機。
板料的剪切是由機訂主機上的兩個與水平軸線傾斜的刀盤進行的。在刀盤的滾剪擠壓下,金屬從發生彈性變形進入塑性變形,最后使金屬發生剪裂而達到剪切之目的。
圖2-20所示是雙盤裁剪機結構示意圖。電動機1的動力,通過三角皮帶傳動組2和齒輪4、5,齒輪軸6及齒輪7,將旋轉運動傳遞給上連接軸14;同時通過齒輪8和9傳遞給下軸10。上下軸分別通過傘齒輪對11和12將運動傳給刀盤3。
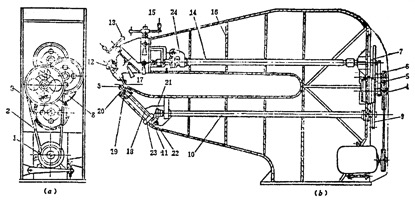
圖2-20 雙盤裁剪機結構示意圖
1-電動機;2-三角皮帶傳動組;3-刀盤;4-齒輪;5-齒輪;
6-齒輪軸;7-齒輪;8-齒輪;9-齒輪;10-下軸;11-下傘齒輪;
12-上傘齒輪;13-手柄;14-連接軸;15-手柄;16-機架;
17-工作臺;18-下斜軸;19-上軸承;20-法蘭盤;21-墊圈;
22-防松螺帽;23-軸承;24-手傳動器
為了把刀盤3調整到工作位置,利用手柄13可使上刀沿軸心移動;調節手柄15,上刀又可作豎向的上下移動。上刀盤及其調整結構示意圖如圖2-21所示。用螺母1調整螺栓3,并用墊圈2固定其位置。在螺栓3的凸邊和墊圈2之間沒有明顯的空隙,并保證螺栓3能自由回轉。同樣用螺母4調整止推軸承5的松緊,用螺母8調整上刀盤9,傘齒輪7的嚙合用墊圈6來調整。
裁剪機的下刀是固定的,它不能移動。裁剪機有多種切削速度,通過滾筒式轉換開關可以手動換速。轉換開關的手柄裝在電氣柜的上平面。
為了進行慢而細致的調試,裁剪機還設有手動傳動器24。機身采用焊接結構,并帶有可卸工作臺17。工作臺的上表面上切刀盤形成的母線間空隙等于被剪板料厚度的1.5倍,這樣能避免圓切時的板料劇烈扭曲。下傳動軸18用其上錐部支承于軸承19的錐孔上,并與刀盤3一起保持固定的位置。上軸承用法蘭盤和緊塞器保護,以防氧化皮和細小的鐵屑落入其中。為避免齒輪對11過早地磨損,并能使其正確地嚙合,可以通過正確地選擇墊圈21的厚度來達到,同時還應用螺母或防松螺母22牢固地將下齒輪緊固。軸承23平時用銷子鎖住,在必須移位時,可根據需耍用銷子在另一合適位置將其重新鎖住。
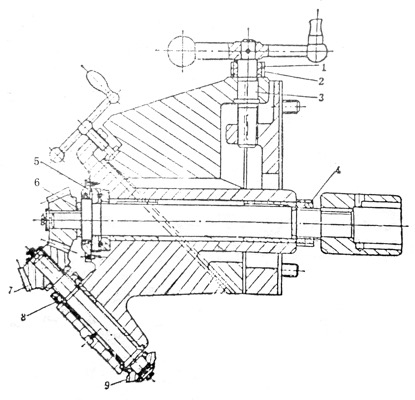
圖2-21 上刀盤調整結構示意圖
1-螺母;2-墊圈;3-調整螺栓;4-螺母;5-止推軸承;
6-墊圈;7-傘齒輪;8-螺母;9-上刀盤

