|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第八節 檢驗
鋼桶生產中,檢驗是十分重要的不可缺少的一種保證鋼桶質量的手段。檢驗不單單是對成品鋼桶進行最終的產品檢驗,而是貫穿鋼捕生產整個過程,對每道工序,每個環節,每種半成品都要嚴格地進行檢驗。檢驗要貫徹“預防為主“的思想,要實行全面質量管理的現代化管理方法。有關全面質量管理的基本知識和應用,我們將在第五章詳細討論。
在制桶生產中,檢驗一般采用抽樣檢查的方法進行,不設專門質量控制點。只有對兩道關鍵工序實行全數檢驗,并設立專門質量控制點。那就是直縫焊接后的焊接質量檢驗和卷邊后的檢漏測試。焊接質量的初驗是靠人工目測的,主要檢驗焊接直縫兩端的質量,將有裂口或未焊到頭的桶身剔除。這種檢驗沒有專用設備,操作也十分簡便。卷邊后的檢漏測試是檢驗焊接直縫以及鋼桶頂底卷邊處是否滲漏。將滲漏的鋼桶標出滲漏處并剔除。這種檢驗運用專用設備——氣壓式檢漏機并有一整套操作技術。本節討論的主要內容就是這種專用設備及其操作術。
1.8.1 氣壓式檢漏機的基本結構
一、氣壓式檢漏機的構造
氣壓式檢漏機的構造如圖1-95所示。在底座機架上裝有兩個壓力盤,一個固定,一個由氣缸活塞桿驅動作直線往復運動,以夾住或松開鋼桶。固定壓力盤上有壓縮空氣輸入口。檢漏機動力是壓縮空氣,并有控制閥加以控制以及消音器防止嗓聲太大。當鋼桶滾入檢漏工位,打開臥式氣缸換向閥,氣缸活塞桿伸出,兩壓力盤將鋼桶緊緊夾持在中間。此時打開控制閱,壓縮空氣進入鋼桶內,進行檢漏。檢驗完畢,關閉控制閥,氣缸換向閥換向,活塞桿縮回,兩壓力盤松開,由打桶機構將鋼桶打出。
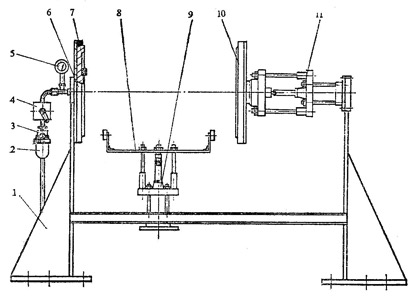
圖1-95 氣壓式檢漏機的構造
1-底座;2-控制閥;3-氣缸;4-壓力盤;5-噴淋管;
6-壓力表;7-消音器;8-打桶機構
二、壓力盤結構
壓力盤是氣壓式檢漏機的主要部件,其基本結構如圖1-96所示,這是一個有壓縮空氣輸入口的與底座固定的壓力盤,在壓力盤圓周上裝有一個與鋼桶頂蓋凸緣直徑相當的密封圈,當夾住鋼桶后,密封圈使壓力盤和鋼桶頂蓋間保持良好的密封,形成氣室。壓力盤中心有壓縮空氣輸入口,與氣動管路相連接。當壓縮空氣進入密封氣室時,就自行由鋼桶注入口進入鋼桶。所以壓力盤的這種結構起到了氣路萬向聯接的作用。

圖1-96 壓力盤結構
|

