|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第七節 桶口件成形
1.7.2 桶口件的成形工藝
在制桶生產中,桶口件成形工序與其它工序的差別在于它的復合性。桶口件生產不象其它工序那么單一,它是由沖壓、切削、攻絲或滾絲以及焊接組成的加工工序。因此有必要將桶口件的成形工藝作一簡單的介紹。
一、桶塞生產工藝流程
桶塞生產工藝流程如圖1-91所示。其中落料拉伸、精整、切邊、整邊均由沖床的沖壓加工完成;滾絲由滾絲機滾壓而成;點焊由自動點焊機焊接完成。流程圖中二次拉伸工藝環節僅在TM27×2 桶塞生產過程中采用,在TM60×2桶塞生產過程中不采用。

圖1-91 桶塞生產工藝流程圖
二、螺圈生產工藝流程
螺圈生產工藝流程如圖1-92所示。其中落料拉伸、二次拉伸、精整沖頂、切邊均由沖床的沖壓加工完成;車削擴孔由專用車削機床切削而成;攻絲由攻絲機加工完成。同祥,流程圖中二次拉伸環節僅在TM27×2螺圈加工中采用。

圖1-92 螺圈生產工藝流程圖
三、桶口件生產工藝要求
1、桶塞工藝要求
TM60×2桶塞的工藝尺寸要求如圖1-93所示。對桶塞螺紋的工藝尺寸要求是螺紋角為60 °,螺距為2毫米,大徑為,中徑為,小徑為。另外要求滾絲后齒數必須不少于三整牙,齒面厚度必須均勻。對扳口點焊要求焊接牢固,點焊面凹圓形直徑為Φ1.0毫米。

圖1-93 桶塞工藝尺寸
2、螺圈工藝要求
螺圈的工藝尺寸要求如圖1-94所示。對TM60×2螺圈紋的工藝尺寸要求是螺紋角為60°,螺距為2毫米,大徑為Φ60,中徑為,小徑為。另外,要求螺紋光滑整齊,不允許出現無牙,即沒有攻削螺紋的螺圈;也不得出現爛牙,即螺紋模糊、有缺口的螺圈。螺紋不允許傾歪,出現俗稱“歪頭”的現象。
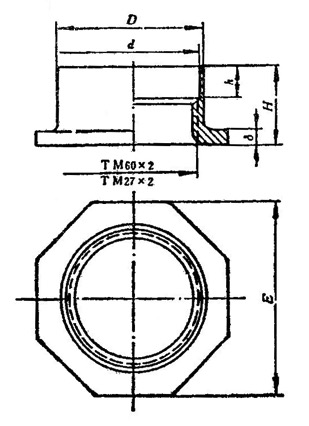
圖1-94 螺圈工藝尺寸
無論是桶塞還是螺圈,必須具有良好的互換性。互換性的基礎就是單獨零件必須滿足其加工工藝要求,尤其是尺寸、形狀公差的要求。螺圈鎖裝后,須用相當于桶塞最大極限尺寸的螺紋工作塞規檢查,通過為合格,方能滿足互換性要求。
|

