|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第四節 卷邊
在制桶過程中,當桶身整形加工完成后桶身的加工也就完成了。緊接著的工序就是卷邊工序。卷邊通常是用機械滾軋的方法正將鋼桶的桶身和頂底蓋卷合成一個完整的鋼桶。桶作為一種貯存和運輸石油產品或與之類似的非腐蝕性液體的包裝容器,需要確保內裝物的質量和安全。因此,必須保證卷合部位具有足夠的強度和剛度以及良好的防滲漏、防泄漏性能,以滿足鋼桶在灌裝、貯存、運輸和搬運過程中承受重壓、碰撞、跌落等惡劣條件的要求。
卷邊常用的設備就是卷邊機,前后均有輸送機構負責進、出料。
隨著制桶生產的發展,目前國內不少制桶廠,參照《國際海上危險貨物運輸規則》(即"國際海運危規" ) I類包裝的標準,已經開始生產三重圓卷邊以替代原先普遍采用的雙重卷邊;并采用新型的封縫膠替代傳統的封縫膠。從而大大提高鋼桶卷合部位的強度、剛度和防滲漏、防泄漏性能。這些新技術、新工藝、新設備、新材料的應用為提高我國鋼桶包裝容器的標準等級以及打入國際市場將發揮重要的作用,打下扎實的基礎。
1.4.1 卷邊設備的基本結構和傳動系統
一、卷邊機
卷邊機(又稱封口機或滾邊機)是一種以機械滾軋的加工方式將桶身和頂底蓋按胎具(滾輪)所規定的曲線互相卷合在一起的機械設備。它也是一種制桶的專用設備。目前制桶大量使用的卷邊機,除由國外引進的少量卷邊機外,一般都采用臥式卷邊機,因比以下我們討論的便是這種類型的卷邊機。
卷邊機由電動機驅動,經帶離合器的飛輪,通過齒輪減速機構,形成二條傳動路線;一條使鋼圈轉動,帶動上好頂底蓋的桶身旋轉,另一條則通過凸輪機構,變轉動為滑塊的上下移動,帶動安裝在滑塊上的滾輪作下壓運動,完成卷合動作后再抬起。
卷邊機的基本結構如圖1-45所示。由機械傳動、機體和工作機構三大部分組成。
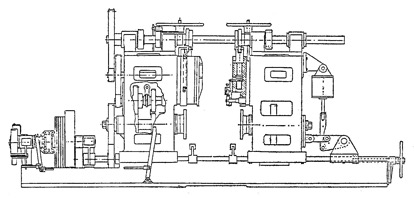
圖1-45 卷邊機
卷邊機的機體由固定牌坊、活動牌坊和機座等組成。機體是卷邊機的基礎構件,其它部件如傳動機構、工作機構等都安裝在機體上,使卷邊機構成一個整體。卷邊機工作時,固定牌坊固定不動,它被固定在機座上。活動牌坊在推進氣缸的推動下在機座上滑動。當一個上好頂底蓋的鋼桶進入工位時,它向固定牌坊移動,夾住鋼桶并由鋼圈帶動一起轉動。
卷邊機的工作機構由滑塊、滾輪、鋼圈和鋼圈墻板等組成。滾輪安裝在滑塊下端,滑塊上裝有拉緊彈簧。滑塊在凸輪機構和彈簧的作用下, 沿著機體上的滑槽作上下往復運動。鋼圈安裝在鋼圈軸上,它的主要作用是加工對象的定位、旋轉以及卷合時作加工墊座。鋼圈墻板安裝在機體上,主要作用是幫助加工對象的輔助定位以及在把加工對象送入卷邊工位時的緩沖。
卷邊機的機械傳動系統如圖1-46所示。電動機的動力由帶傳動、飛輪蓄能后經摩擦離合器帶動傳動軸I傳遞出去。由齒輪傳動減速后經傳動軸Ⅱ帶動兩鋼圈軸Ⅲ、Ⅳ。然后由固定牌坊的鋼圈軸經一系列傳動齒輪的減速后又將動力傳遞給裝有凸輪機構的凸輪軸Ⅶ。在其間安裝有離合器以控制其傳動。在凸輪軸上固定安裝兩個凸輪,在軸轉動時,壓下滑塊。凸輪軸Ⅶ又經傳動齒輪帶動另兩凸輪軸Ⅷ、Ⅳ,上面也固定安裝兩個凸輪,這兩個凸輪在軸轉動時壓下二道滾輪滑塊。凸輪的設計和安裝決定頭道滾輪和二道滾輪的壓下時間和行程。
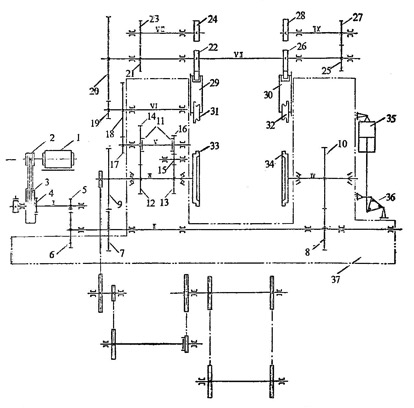
圖1-46 卷邊機傳動系統
活動牌坊的運動是由氣動傳動實現的。利用一個固定在活動牌坊上的氣缸由活塞桿的運動帶動一個雙搖桿機構使活動牌坊在機座上作直線往復移動。
當一個上好頂底蓋的桶身進入卷邊工位時,先由氣缸驅動活動牌坊運動以夾住鋼桶,而兩個鋼圈正好在兩頂底蓋內。與此同時控制主傳動離合器,使鋼圈旋轉并帶動鋼桶一起轉動。轉動平穩后再控制滾輪離合器使凸輪軸轉動,兩道滾輪分別壓下,滾軋鋼桶。卷合成形后,滾輪復位。再由氣缸驅動活動牌坊運動松開卷邊后的鋼桶由輸送機構將鋼桶送出。
二、輸送機掏
卷邊機的輸送機構是卷邊機的輔助設備。它的主要作用是將未卷合的上好頂底蓋的桶身輸送入卷邊工位。卷合后,再把卷合好的鋼桶送出工位,同時把下一個待加工的半成品送入。輸送機構的動力通常就來源于卷邊機,并受到卷邊機的狀態控制,與卷邊機協調、合拍。
輸送機構由卷邊機的電機供給動力,經鏈傳動減速后,傳遞給裝有離合器的傳動軸,再經鏈傳動帶動板式鏈的主動花鍵軸,從而使板式鏈運轉。板式鏈上放置上好頂底蓋的桶身,隨板式鏈的運行而達到輸送目的。
板式輸送鏈的基本結構如圖1-47所示。板式鏈由光軸及套筒相連接,并由四個不同形狀的板片組成-組。在三角形的板片上安裝有支承滾輪。這滾輪就是支承和帶動鋼桶的支點。在被動軸一端的鏈輪上裝有張緊裝置,可以調節板式鏈的松緊程度。

圖1-47 板式輸送鏈
板式輸送鏈的位置必須與卷邊機加工協調。一般小的位置調整只要通過離合器定位微調裝置的調整就能滿足要求,即通過調整定位微調螺栓,可以調節離合器的離合時刻,從而控制板式輸送鏈的停位。但是,當板式輸送鏈的停位出入過大時,則必須通過調整主動軸上的花鍵聯接位置才能實現。轉動花鍵一槽,則板式輸送鏈從原始位置移動一個行程的1/8。
三、噴膠機構
噴膠機構也是卷邊機的一個輔助設備。它的作用是把已配好的封縫膠通過噴槍,在卷合前噴在卷合面上。
噴膠機構由噴槍,封縫膠貯存器,氣動控制閥組成。封縫膠在壓縮空氣壓力下進入噴槍。噴槍的開、閉由裝在卷邊機上的氣動控制閥控制,而控制閥必須與卷邊機工作狀態協調合拍,使封縫膠在適當時刻噴出。
有些制桶廠采用手工涂膠工藝。與噴膠相比,既費勞動力,又不均勻。是一種由于封縫膠未過關的臨時性落后工藝。隨著新的封縫膠研制成功,噴膠工藝是應該大力推廣使用的。由于圓卷邊的出現,噴膠又一般安排在預卷工序中。
|

