|
制桶工(中級技能培訓教程)
第一章 常用制桶設備和操作技術
第二節 焊接
1.2.1 電阻焊接設備的基本結構和傳動系統
四、自動縫焊機
自動縫焊機與半自功縫焊機的原理基本相同,不同的是自動縫焊機實現了自動送料。其桶身周向定位機構、桶身導向機構和桶身推進機構是自動縫焊機完成自動送料的三大關鍵裝置。有了這三大機構,不但實現了進出料自動化,而且省去了點焊預裝配這一環節,大大簡化了直縫焊接工藝。此外,自動縫焊機還將鋼板卷圓,桶身輸送,直縫焊接集為一體,真正實現了從平直鋼板進入到縫焊完成的桶身送出的自動化生產。
有關與半自動縫焊機相仿的問題我們不再贅述,這兒我們著重討論一下有關三大機構的問題。
1、桶身周向定位機構
顧名思義,桶身周向定位機構是用來固定桶身周向位置的。其基本結構如圖1-25所示。桶身的周向定位是靠三個腰形滾輪來固定的。每個腰形滾輪上由于直徑不同線速度也不同,所以一般由多個滾輪拼成。三個腰鼓形滾輪軸都有調節螺栓可以調整其位置,它們將桶身緊緊地箍在中間。桶身推進時,三個滾輪一邊轉動,一邊始終使桶身固定在它們中間,從而實現了桶身的周向定位。
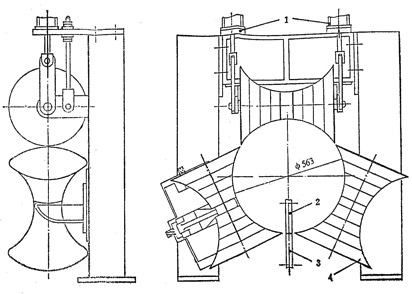
圖1-25 自動縫焊機桶身周向定位機構
1-氣缸;2-上電極輪;3-下電極輪;4-腰形滾輪
2、桶身導向機構
桶身導向機構主要是確定直縫的位置,使直縫的運行方向與電極焊輪對正。桶身導向機構采用一條特殊形狀的導軌,不但確定了直縫運行方向,而且還確定了直縫的搭接量。其基本結構如圖1-26所示。當鋼板卷圓后,桶身在A處,其直縫開口處兩邊正好落入導軌兩邊軌道內。推進機構將桶身沿導軌向前送進,導軌兩邊軌道間距逐漸收小,桶身在卷圓內應力作用下仍緊扣在軌道壁上并也隨之變化。桶身到達B處,導軌兩邊軌道已上、下重疊,桶身直縫處兩邊也隨之開始重疊。當桶身送到C處時,桶身已進入周向定位機構,導軌兩邊軌道上、下已按搭接量的要求重疊,此時桶身直縫處也隨之上、下重疊。導軌直指電極焊輪,所以直縫的運行方向也始終對準電極輪,從而實現了桶身導向作用。
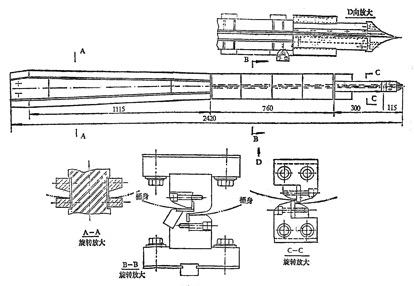
圖1-26 自動焊縫機桶身導向機構
3、桶身推進機構
桶身推進機構是負責運送的輸送機構。桶身推進一般分兩級進行。第一級是桶身導向定位輸送,采用輸送鏈推進;第二級是直縫焊接輸送,采用氣壓傳動推進,直至進入電極輪。其基本結構如圖1-27所示。

圖1-27 自動縫焊機桶身推進機構
1-單向推腳;2-推進氣缸;3-輸送鏈;4-傳動鏈
上述三大機構的協調合作,不但完成了自動進、出料的輸送,而且還確定了搭接量,并在焊接中自動周向定位。當桶身剛進入電極輪,就觸發傳感器,電極輪就自動壓緊,開始自動焊接。
|

