|
制桶沖壓自動生產中的監測裝置(2)
文/賈苛珍
(4)觸頭式檢測法
對于工序件的正確定位,可采用圖16所示的觸頭式檢測法,只有當工序件按預定位置正確定位,推桿才與常分限位開關接觸,線路導通。對于較大的工序件,可以用幾個觸頭。

圖17為用于連續模內的觸頭式檢測法,它用于沖孔、切斷和彎曲的連續模中,壓力機只有當常開限位開關A接通后才開動,該開關當帶材送到活動的擋料器時即行接通。如在上次沖壓后,零件由于某種原因停留在模具內未被推出,則當第二次沖壓時,常合限位開關B,被頂件器切斷,滑塊將停留在上死點不動。又如果沖孔凸模折斷不能沖孔,則定料銷被頂起,使常合限位開關C切斷,滑塊也處于停止狀態。
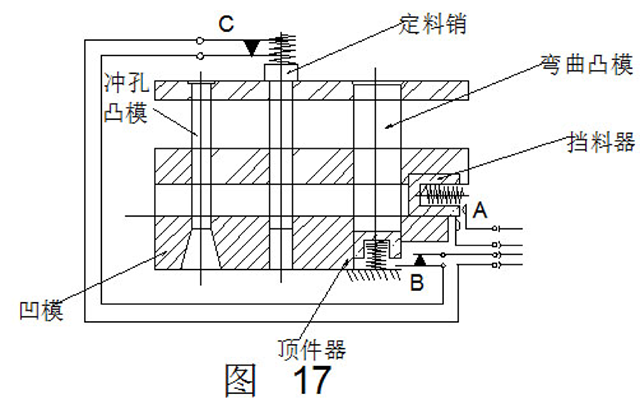
圖18為用于沖裁件頂出裝置的檢測法。在正常工作時,頂板和傳感器間有不小于d的間隙,線路不通。如工件未能頂出,下次沖裁又多積一件,則頂板和傳感器接觸,導通線路。

圖19為用于拉伸件頂出裝置的檢測法。拉伸件被正常頂出時,頂板上端桿部留出空隙,讓圓銷向左移動,上模回升時,圓銷右端不與轉臂接觸,壓力機照常工作。若工件卡死在凹模內,頂板受阻礙未被彈簧頂出,圓銷不能復位,隨上模回升時便觸動轉臂,切斷常合線路。

7、料斗滿載檢測
如圖20所示,制件紛紛掉進料斗,并由底部逐漸壘高到傳感器的位置,當達到滿載狀態碰觸傳感器時,向控制裝置發出輸入信號,并使壓力機停止工作。
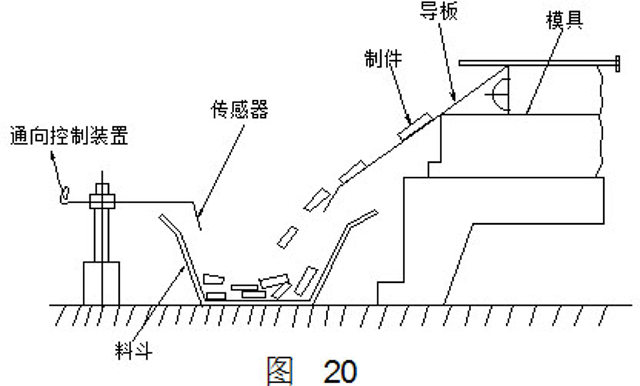
圖21同樣是滿載檢測,它是在料斗下面裝一彈簧,在逐漸增多的制件重量作用下,限位開關接通。

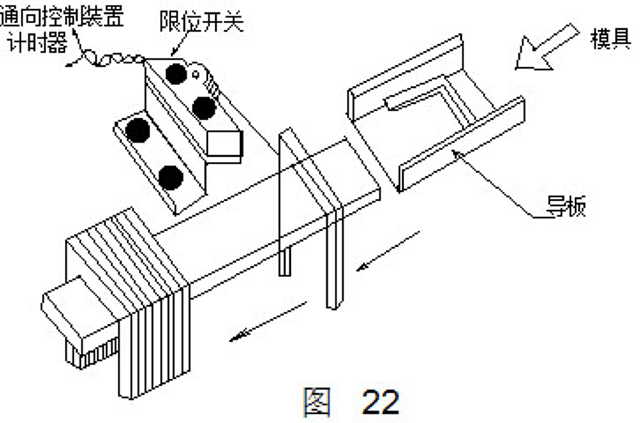
此外,制件以排列整齊地貯存于料斗的情況,可按照圖22采用每次通過的制件,使其互相靠攏的方法來進行檢測。當制件達到滿載后,連接于限位開關的計時器工作,以在預先給定的時間內鳴警報,并使壓力機停止運動。
二、光電式檢測裝置
光電二極管的特性是遮光時其內阻很大,受光照時,其電阻值變小。因此,可以借助光電二極管把光的信號轉換為電的信號。光電式檢測裝置由于調整方便,抗震性強,工作靈敏可靠,在自動化沖壓生產中應用較為廣泛。
圖23為簡易數控沖床條料自動送料系統采用的光電檢測裝置,用來檢測條料的送進和退出。條料沖完后,廢料退出,同時新料送進。新料送進到第一定位點時即停止,停止的信號是由裝在第一定位點的光電裝置發出的,因此光電裝置是起著檢測新料是否已經送進到第一定位點的作用。從圖中可以看出,當新料沒有送到第一定位點時,轉向杠桿在彈簧作用下,使其B端離開燈泡,這時燈光直接照在光電管上;當新料送到第一定位點時,撥動轉向杠桿,使其B端遮住燈泡;燈光照不到光電管上,這時光電裝置向控置系統發出一個停止脈沖信號,使新料送進停止。

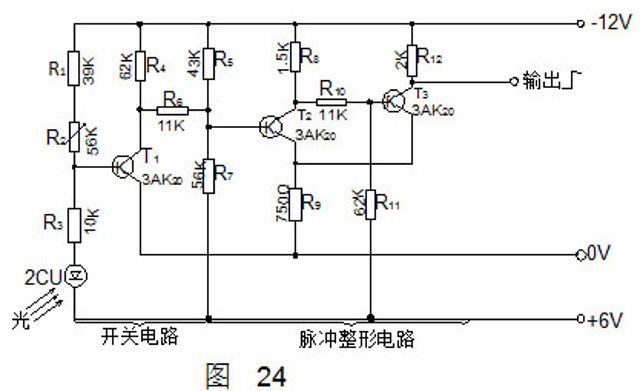
圖24為上述光電檢測裝置的線路圖。整個線路可分成兩部分,左邊是三極管開關電路,右邊是脈沖整形電路。其工作原理如下:當新料沒有送到第一定位點時,轉向杠桿的B端沒有遮住燈泡,燈光照在光電二極管2CU上,這時,2CU的電阻值很小,由R1、R2、R3、2CU組成的分壓器分壓的結果,使三極管T1的基極電位Ub1大于OV,T1可靠截止,集電極電位UC1很低。通過R4、R5、R6、R7分壓的結果,使三極管T2的基極電位Ub2小于OV,T2導通,T3截止,輸出低電位。當新料送進到第一定位點時,轉向杠桿的B端遮住燈泡,燈光照不到光電二極管2CU上,這時,2CU的電阻很大,通過R1、R2、R3、2CU分壓的結果,使T1的Ub1小于OV,T1導通。這時,Uc1接近OV,通過R5、R7分壓,使Ub2大于OV,T2截止,T8導通,輸出端電位由低變高,向控制系統輸出一個正脈沖信號(停止信號),控制送料機構停止送料。
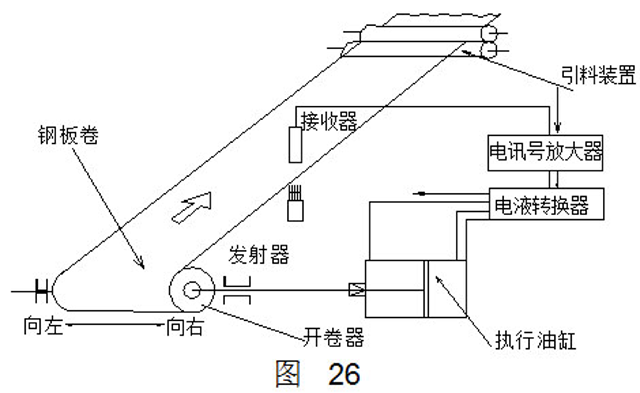
開卷自動線上卷料的自動對中和校平機與送料機構之間送料速度的協調,也是借助于光電式檢測裝置來實現的。為了說明有關裝置的作用原理,先簡單介紹一下開卷線的功用和組成。開卷線是把卷料經過校平之后送進落料壓機,而沖成所需形狀的平板毛坯。由于卷料不平,所以必需經過十幾個校平軋把卷料校平,又由于落料壓機前的送料機構是間歇運動,而校平輥前的引料輥是連續運動,因此二者之間必需用緩沖坑來調節送料速度。考慮到卷料料頭或料尾不符合使用要求,因此在引料機中間安置一臺剪床來剪切料頭或料尾。開卷線的主要工藝流程如圖25所示。卷料1由運載小車2送入雙邊開卷器3夾持后,把打開的卷料4通過引料裝置5將鋼板引入剪床6,切去厚度不均及其它缺陷的料頭和料尾,然后繼續進入校平機7,經校平處理后進入緩沖坑8,再進入送料機構9,通過與壓力機的聯動動作將料送入落料壓機10內。沖出毛坯,供下道工序拉延或成形使用。

為了保證不因卷料的塔形太大而影響卷料在設備中心線上送進,在開卷器與引料裝置之間設置了光電檢測裝置,用以實現卷料自動對中。其控制原理如圖26所示,由發射器發出光線經過鋼板的邊緣后擋去一部分,未遮光線被光電管接收,經電訊號放大器放大后,傳遞至電液轉換器,根據訊號的強弱,不同壓力的壓力油分別從兩個回路進入執行油缸,由執行油缸推動開卷器向左或向右移動,使鋼板始終位于設備中心線上。
為了協調校平機連續進料和送料機構間歇進料之間的送料速度,在兩者之間設置了緩沖坑。帶料在緩沖坑內是呈U形的。坑的深度和帶料的下垂幅度,既要保證在高速運動中不致因送料不及時,使帶料在校平機和送料機構之間拉直而引起危險,又要防止由于壓力機送料機構出故障,或校平機進料速度過快,而使帶料落到坑底而被碰傷。
根據以上要求,在坑壁布置4組光電式檢測狀置及一套與校平機相聯系的電路。動作的設計如圖27所示。料向下運動,在第I位置時,因料不夠長,壓力機自動送料機構不動作,在第II位置時,料繼續下降,降至第III位置時,校平機的快速電機切斷,慢速電機工作,料就以緩緩狀態下降,至第IV位置時,則校平機停止工作,料即停止向坑內補充。當壓力機送料機構向壓力機內送料時,料處于上升階段,到第V位置時,校平機快速電機接通,又繼續高速向坑內補充供料。

三、射線式檢測裝置
放射性同位素銫90是一種無害的β射線,其電子流的運動速度近似于光速,如將銫90制成的放射源放在金屬板的一側,另一側設有計數器(接受器),由于射線通過金屬時局部吸收,使穿過金屬板的射線強度大大減弱,金屬板愈厚,射線被吸收的愈多,計數器接收的也就愈少,輸出的信號電流也相應地減弱。另外,照射在金屬板上的射線還能產生反射作用,并且隨著放射源與金屬板間距離的改變,反射回來的射線束強度也跟著變化。上述射線和金屬板相互作用的這些特征,都可用于檢測工作。為此,借助與計數器相連的電子繼電器和開斷機械運動的控制線路,便可根據計數器輸出的不同信號來自動操縱壓力機或沖壓機。
應用射線式檢測裝置可以完成如下任務:1.檢測毛坯有否存在和位置是否正確;2.檢查毛坯厚度是否符合規定;3.檢查毛坯有否粘貼(迭片);4.沖壓件的計數;5.壓力機與附設機構的同步等。
圖28所示為用于不同用途的射線式檢測裝置。圖中a為檢測多工位自動壓力機上的毛坯厚度和迭片;圖中b為檢查毛坯方位是否正確;圖中c為檢查輸送機上有否工件;圖中d為根據卷料張緊或松弛程度來自動調節卷料的供料速度。
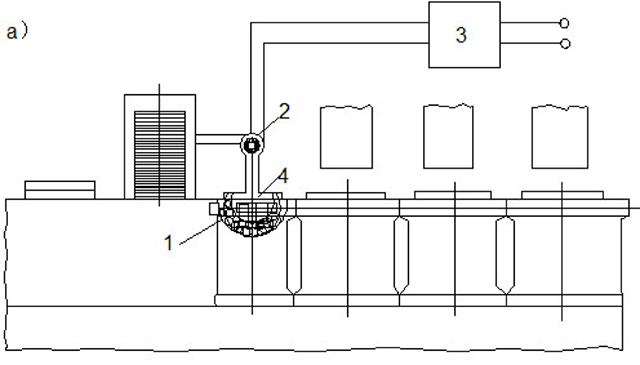


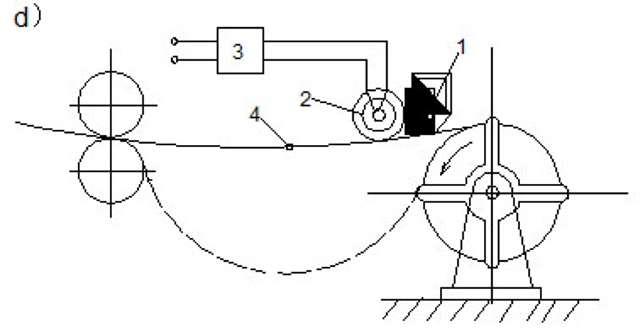
1-放射源;2-接受器;3-電子繼電器;4-坯料
圖28
【相關鏈接】
制桶沖壓自動生產中的監測裝置(1)
制桶沖壓自動生產中的監測裝置(2)
|

