鋼桶生產線的設計(4)
楊文亮

(二)分流裝置
在鋼桶自動化生產工序中,遇到下列情況時,需要設置分流裝置:
(1)送料裝置工作能力大,需同時向幾臺制桶設備送料;
(2)從生產能力大的制桶設備向生產能力較小的制桶設備輸送桶件;
(3)把通過自動檢測設備的桶件分為合格品和不合格品分路輸出;
(4)把桶件和廢料(下角料)分路輸出。
平面布局為并聯式或混聯式的自動生產線,必須配備有相應的分流裝置。它可將輸送帶上的物品有規律地分配到若干條并聯式輸送帶上,再轉運到后續機位。
分流裝置的類型有很多,一般常見的有多列板鏈式和轉向滾輪式等。
1、多列鏈帶式
如圖15所示為多列鏈帶式分流裝置,結構簡單,兼有中間儲存作用,桶件能轉向90°,適用于鋼桶成品或桶身的分流輸送。常用于鋼桶噴漆后單排輸送向多排烘干爐中分流輸送,或成品桶向多路儲存庫或裝卸場地輸送等。多列鏈帶也可用動力滾道實現。

圖15 多列鏈帶式分流裝置
2、轉向滾輪式
如圖16所示為轉向滾輪式分流裝置,傳動結構較為復雜,適合于桶底蓋分流,也可用于鋼桶成品的分流等。
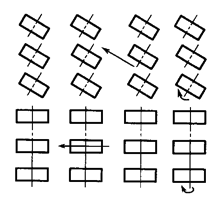
圖16 轉向滾輪式分流裝置
(三)合流裝置
對平面布局為并聯及混聯的自動生產線,配置合流裝置也是必不可少的,以便將若干臺并列主機輸送出來的鋼桶產品,通過適當的合流裝置,使其匯集到一條輸送線上供后續工序完成另外的生產作業。例如由多排油漆烘干爐出來的鋼桶,要進入單排絲網印刷機進行印刷,就需要合流裝置。如圖17為常見的擋板式合流裝置。

圖17 擋板式合流裝置

合流裝置實例
(四)變向裝置
應工藝路線與設備布局的要求,需改變輸送中的桶件的運動方向或姿態,如轉彎、轉向、翻身、調頭等單獨運作或組合動作。
1、轉彎
轉彎是使輸送中的桶件在水平面內繞某一垂直軸線轉過一定角度(多為90°或180°)。從而改變運動方向但重心位置不變。如圖18為常用的幾種轉彎裝置簡圖。
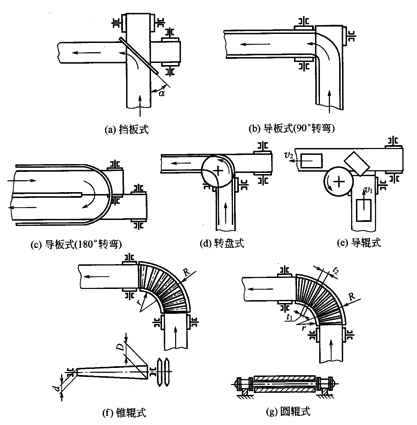
圖18 轉彎裝置簡圖

轉彎裝置實例
2、轉向和調頭
轉向和調頭的換向方式是在輸送過程中使桶件繞通過重心的垂直軸線回轉一定角度(多為90°或180°),并保持原輸送的方向及重心位置不變。通常,為了滿足自動生產線上主機的進料等后續工序的需要而設置這種裝置。常用于一些單頭制桶設備的工序間調頭或轉向輸送,也用于一些設備進料方向變化的轉向要求。如圖19所示為常用的轉向裝置示意圖。

圖19 轉向裝置簡圖
3、翻轉
翻轉是將桶件繞水平軸線回轉一定角度(多為90°),桶件重心位置有變化,但運動方向通常不變。通常為滿足自動生產線后續主機的進料需要而設置這種裝置。常用于將臥式中段制桶生產線上的鋼桶翻轉為立式,以適用于立式涂裝生產線的進料。也常用于立式涂裝生產線結束時將立式的鋼桶翻轉變為臥式以適用于臥式絲網印刷機的進料。如圖20所示為常見的臥式輸送的鋼桶翻轉為立式輸送的典型裝置。

圖20 鋼桶翻轉裝置簡圖
相關鏈接:
鋼桶全自動生產線實例解析
鋼桶生產線設計(1)
鋼桶生產線設計(2)
鋼桶生產線設計(3)
鋼桶生產線設計(4)
鋼桶生產線設計(5)

