|
《包裝設計制作工藝與檢測技術標準實用手冊》
第九篇 中國包裝技術標準選錄
第二章 包裝術語
第八節 包裝術語 工業包裝袋 紙袋
(GB/T 17858.1-1999)
1 范圍
本標準規定了工業包裝用紙袋的術語和類型。
本標準適用于由紙加工制成的單層或多層工業包裝袋,不適用于零售商品包裝用袋。
注:GB/T17858.2規定了與熱塑性塑料軟質薄膜袋相關的術語。
2 一般術語
2.1 紙袋 paper sack
由一層或者多層扁平紙筒制成的至少有一端封閉的包裝容器,也可與其他韌性材料復合以達到填裝及貨物流通環節所要求的性能。
注
1 以下簡稱“袋”。
2 為滿足某些特定要求,有必要對紙袋的尺寸加以限制。袋筒周長不宜小于550mm。
2.2 層 ply
構成袋壁的一層紙或一層其他韌性材料,或者是這些材料復合后的一層。
2.3 邊褶 gusset
夾在袋筒或袋子縱向邊緣里的折疊部分。
2.4 袋筒 tube
裁成預定長度的一層或多層扁平筒。
2.4.1 平邊袋筒 flat tube
無折疊部分夾入,而僅由扁平筒構成的袋筒。
2.4.2 邊褶袋筒 gusseted tube
縱向邊緣中夾入折疊部分的袋筒。
2.4.3 平切口袋筒(平邊袋筒或邊褶袋筒) flush cut tube(flat or gusseted)
將各層全部裁成預定長度的袋筒,見圖1。
2.4.4 階梯形切口袋筒(平邊袋筒或邊褶袋筒) stepped end tube(flat or gusseted)
裁成預定長度并使切口處各層依次呈階梯排列的袋筒,見圖2。
2.4.5 半槽形切口袋筒(平邊袋筒或邊褶袋筒) notched end tube(flat or gusseted)
將各層全部裁成預定長度并使一端為半槽形的袋筒,見圖3。

圖1 平切口袋筒

圖2 階梯形切口袋筒
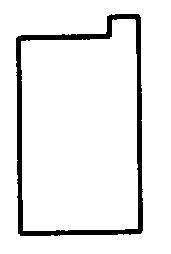
圖3 半槽形切口袋筒
2.5 縫合 sewing;釘合 stitching
用針線將數層包裝材料結合在一起的方法。
注:袋子加工中通常指的是底部縫合,即通過縫合后再使用封底膠帶(亦可不用)使袋筒的一端或兩端封閉(見4.2.2)。
2.6 粘合 adhesivebonding;糊合 pasting
用粘結劑將相鄰兩層包裝材料表面結合在一起的方法。
2.6.1 縱向合縫 longitudinal seam
使用粘結劑使每層的縱向搭接部分粘合在一起。
注:這種粘合可以是連續的,也可以是非連續的。
2.6.2 橫向粘合 transverse pasting
在袋筒的一端或兩端使用粘結劑使層之間粘合在一起。
注:橫向粘合有助于袋子的前片和后片在加工及最終使用時易于打開,并能增加某些類型袋子的強度。
2.6.3 底部粘合 bottom pasting
使用粘結劑使袋筒的一端或兩端封閉起來。
注:在袋筒封閉之前,端部應折疊和/或形成適當的形狀。
2.7 熱封合 heat sealing;熔合 welding
通過加熱使接合在一起。
2.8 搭接 overlap
袋筒或層重疊的部分。
2.8.1 縱向搭接 longitudinal overlap
每層的縱向邊緣重疊的部分。
2.8.2 底部搭接 bottom overlap
形成底部時,袋筒橫向邊緣重疊的部分。
2.9 閥口 valve
用以填裝袋子、并在填裝之后內裝物不易倒流的開口,通常位于袋子的一角。
3 袋型
袋型分類見表1。
表1 袋型分類
| 項目 |
開口袋 |
閥口袋;閉口袋 |
| 縫合袋1) |
平邊袋 |
平邊袋 |
| 邊褶袋 |
邊褶袋 |
| 粘合袋1) |
六角形底平邊袋 |
六角形端部平邊袋 |
| 翻轉底平邊袋 |
| 矩形底邊褶袋 |
六角形端部邊褶袋 |
| 翻轉底邊褶袋 |
| 1)袋子的各種類型中可能包含端部既有粘合又有熱封合的各種組合形式,這種類型上表中未列出,請見3.6.3中的“注”。 |
3.1 平邊袋 flat sack
以平邊袋筒加工成的袋子。
3.2 邊褶袋 gusseted sack
以邊褶袋筒加工成的袋子。
3.3 縫合袋 sewn sack
用線連續橫向縫合使一端或兩端封閉的袋子。
3.4 粘合袋 pasted sack
通過粘合使一端或兩端封閉的袋子。
3.5 開口袋 open mouth sack
經加工僅使一端封閉的袋筒。
3.5.1 平邊縫合開口袋 open mouth-sewn-flat sack
用線連續橫向縫合,使一端封閉的平邊袋筒,見圖4。
3.5.2 邊褶縫合開口袋 open mouth-sewn-gusseted sack
用線連續橫向縫合,使一端封閉的邊褶袋筒,見圖5。
3.5.3 六角形底平邊粘合開口袋 open mouth-pasted-flat hexagonal bottom sack
經折疊、粘合使一端封閉并呈六角形的平邊袋筒,見圖6。

圖4 平邊縫合開口袋

圖5 邊褶縫合開口袋

圖6 六角形底平邊粘合開口袋
3.5.4 翻轉底平邊粘合開口袋 open mouth-pasted-flat turnover bottom sack
將端部翻轉后進行粘合,從而使一端封閉的平邊袋筒(通常稱做擠壓型),見圖7。
3.5.5 矩形底邊褶粘合開口袋 open mouth-pasted-gusseted rectangular bottom sack
經折疊、粘合使一端封閉并呈矩形的邊褶袋筒(通常稱作自開啟型),見圖8。
3.5.6 翻轉底邊褶粘合開口袋 open mouth-pasted-gusseted turnover bottom sack
將端部翻轉后進行粘合,從而使一端封閉的邊褶袋筒(通常稱做擠壓型),見圖9。

圖7 翻轉底平邊粘合開口袋
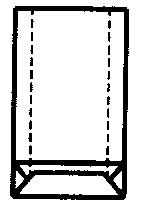
圖8 矩形底邊褶粘合開口袋

圖9 翻轉底邊褶粘合開口袋
3.6 閥口袋 valvedsack
除了配備的閥口之外,兩端均封閉的袋筒。
3.6.1 平邊縫合閥口袋 valved-sewn flat sack
用線連續橫向縫合,使兩端封閉的平邊袋筒,見圖10。
3.6.2 邊褶縫合閥口袋 valved-sewn-gusseted sack
用線連續橫向縫合,使兩端封閉的邊褶袋筒,見圖11。
3.6.3 六角形端部平邊粘合閥口袋 valved-pasted-flat hexagonal ends sack
經折疊、粘合,使兩端封閉并呈六角形的平邊袋筒,見圖12。
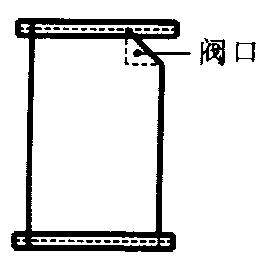
圖10 平邊縫合閥口袋

圖11 邊褶縫合閥口袋

圖12 六角形端部平邊縫合閥口袋
注:可以加工端部由粘合與縫合相組合的各種型式,例如,一端為六角形的平邊粘合-縫合閥口袋(valved-pasted-sewn flat sack with one hexagonal end):即用線連續橫向縫合使一端封閉,而含有閥口的另一端經折疊、粘合呈六角形的平邊袋筒,見圖13。

圖13 一端為六角形的平邊粘合-縫合閥口袋

圖14 矩形端部邊褶粘合閥口袋
3.6.4 矩形端部邊褶粘合閥口袋 valved-pasted-gusseted rectangular ends sack
經折疊、成形及粘合,使兩端封閉并呈矩形的邊褶袋筒(通常稱作自開啟型),見圖14。
4 結構說明
可以使用不同的制袋工藝生產加工袋子。
4.1 基本縫制型式
4.1.1 鏈縫合-單線縫合 chain stitch-single thread
用一根線縫合的方法。這種方法是使針穿過袋筒形成環圈,且每一個環圈被前一個環圈鎖住,見圖15。
4.1.2 雙鎖縫合-雙線縫合 doublelockedstitch-doublethreadsewing
用二根線縫合的方法,這種方法是使針穿過袋筒形成環圈,每一個環圈被另一根線形成的橫向環圈鎖住,見圖16。
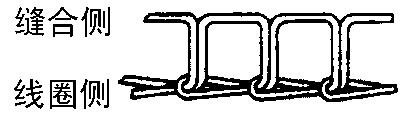
圖15 鏈縫合-單線縫合

圖16 雙鎖縫合-雙線縫合
4.2 縫合封閉及相應的輔助材料
4.2.1 襯(填充)繩 filter(filler)cord
諸如黃麻繩類的一段適宜材料,插入縫合線中以密封及緩沖針孔。
4.2.2 封底膠帶(縫合袋中) capping tape(in sewn sacks)
用于袋筒橫向邊緣的紙或其他韌性材料的膠帶,穿過其或在其之下可以進行縫合。
4.2.3 簡單縫合封閉 simpl esewn closure
袋筒僅以縫合線封閉,見圖17。
4.2.4 膠帶粘貼-縫合封閉(膠帶位于縫合之下)taped and sewn closure(tape under sewing)
附帶(或不附帶)襯繩的封底膠帶使用粘結劑(或不使用粘結劑)粘貼在袋筒端部,再穿過該膠帶進行縫合,見圖18。

圖17 簡單縫合封閉
1—縫合;2—袋壁

圖18 膠帶粘貼-縫合封閉
1—縫合;2—袋壁;3—膠帶;4—襯繩;5—粘結劑
4.2.5 縫合-膠帶粘貼封閉(膠帶位于縫合之上) sewn and taped closure(tape over sewing)
附帶(或不附帶)襯繩的縫合線以封底膠帶覆蓋,并使用粘結劑或利用加熱使其固定,見圖19。

圖19 縫合-膠帶粘貼封閉
1—縫合;2—袋壁;3—膠帶;5—粘結劑
4.2.6 膠帶粘貼-縫合-膠帶粘貼封閉(增強型) taped and sewn and taped closure(reinforced)
將封底膠帶粘貼在袋筒端部,然后穿過膠帶使用(或不使用)襯繩進行縫合,再用另一張封底膠帶粘貼在縫合處,并以粘結劑或熱封合固定,見圖20。

圖20 膠帶-縫合-膠帶封閉(增強型)
1—縫合;2—袋壁;3—膠帶;5—粘結劑
4.2.7 熱封合-縫合-膠帶粘貼封閉 hea tsealed and sewn and taped closure
加熱使袋筒內層的塑料薄膜封合在一起,然后對熱封合后的兩部分或僅外側部分進行縫合,再用封底膠帶覆蓋,并以粘結劑或熱封合固定,見圖21。

圖21 熱封合-縫合-膠帶封閉
1—縫合;2—袋壁;3—膠帶;6—熱封合
4.3 粘合封閉及相應的輔助材料
4.3.1 底蓋 bottom cap
粘貼在袋子底部的紙條。
4.3.2 底襯板 bottom patch
粘貼在袋子里面底部的紙條。
4.3.3 粘合封閉 pasted closure
袋筒僅用粘結劑封閉。
4.3.4 帶(或不帶)底蓋的平切底 flush cut bottom with or without bottom cap
平邊切口袋筒的一端或兩端,將其各層折疊后使其全部向下粘貼,然后用(或不用)底蓋覆蓋,見圖22。

圖22 帶(或不帶)底蓋的平切底
2—袋壁;5—熱封合;7—底蓋
4.3.5 帶(或不帶)底蓋的階梯形底 stepped bottom with or without bottom cap
切梯形切口袋筒的一端或兩端,將其各層折疊后使其向下在階梯處粘合,然后用(或不用)底蓋覆蓋,見圖23。
4.4 閥口類型
4.4.1 閥套 valve sleeve
由紙、其他韌性材料或者是這些材料的復合材料制成的襯套,插入閥口中可改善其性能。

圖23 帶(或不帶)底蓋的階梯形底
2—袋壁;5—熱封合;7—底蓋
4.4.2 縫合袋中的閥口
4.4.2.1 簡單閥口 simple valve
將袋筒的一角折入袋中,這樣便使縫合后的袋子形成一個閥口,見圖24。
4.4.2.2 內套式閥口 internal sleeve valve
閥套伸入袋子里的閥口,見圖25。
4.4.2.3 外套式閥口 external sleeve valve
閥套向袋外凸出的閥口,見圖26。

圖24 簡單閥口

圖25 內套式閥口

圖26 外套式閥口口袋
4.4.3 糊合袋中的閥口
注:在某些情況下,閥套的寬度應小于袋底寬度。
4.4.3.1 簡單閥口 simple valve
沒有閥套或增強結構的閥口,見圖27。
4.4.3.2 增強型閥口 reinforced valve
在閥口的里側上部粘合一塊合適材料的板以增強其強度而形成的閥口,見圖28。
4.4.3.3 內套式閥口 internal sleeve valve
閥套伸入袋子里的閥口,見圖29。
4.4.3.4 外套式閥口 external sleeve valve
閥套向袋外凸出的閥口,通常配備一小袋,見圖30。

圖27 簡單閥口
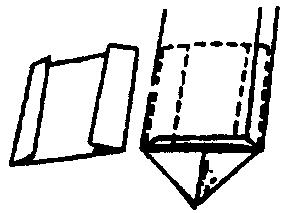
圖28 增強型閥口

圖29 內套式閥口

圖30 外套式閥口
4.5 其他結構說明
4.5.1 撳口 thumb cut
在開口袋頂端一側(或者在外部閥套內)穿透所有層的小口,有助于填裝前打開袋子。
4.5.2 關閉裝置 closing device
袋子上設置的有助于填裝后封閉的特殊裝置。
4.5.3 開口裝置 opening device
袋子上設置的有助于填裝及封閉后再開啟的特殊裝置。
4.5.4 運載裝置 carrying device
袋子上設置的有助于運輸的特殊裝置。
4.5.5 觀察裝置(觀察窗) viewing device(window)
在袋子正面設置的透明區域,有助于觀察內裝物。
4.5.6 氣孔 perforation
穿透袋壁或個別層的孔,有助于袋子填裝時空氣由此逸出。
4.5.7 防滑處理 anti-slip treatment
為增加袋子間的摩擦系數,加入袋子薄膜或在袋子外表面涂覆某種材料的處理措施。
4.5.8 減少空隙率處理 porosity reduction treatment
在袋子外表面某指定部位涂覆某種材料,以限制空氣通過,從而促使真空袋子開啟裝置進行運作的處理措施。
5 材料
可以使用各種不同類型的原材料生產紙袋,這主要取決于袋子的性能要求。
5.1 制袋紙 sack paper
在袋子加工中作為基本原材料并具有較高機械強度的紙。
目前的生產工藝使用的是牛皮紙。制袋紙可以同時由幾種紙(不同的原材料、伸縮率、顏色及濕強度等)進行生產。
5.2 制袋紙類型
可以賦予制袋紙不同的性能,例如:
5.2.1 普通(平滑)紙袋紙 normal(flat)sack paper
基本上未經任何有關改善伸縮性能的附加處理而生產的紙袋紙。
5.2.2 伸性紙袋紙 extensible sack paper
對紙的伸縮性加以改善后的紙袋紙。
5.2.2.1 微皺紋紙袋紙 microcreped sack paper
已進行縱向壓縮處理,不再有可見皺紋的紙袋紙。
5.2.2.2 低伸性皺紋(少量皺紋)紙袋紙 low stretch creped sack paper(light creped)
將紙進行輕微的浸濕皺縮后所生產的紙袋紙,該操作通常在造紙機上進行。
5.2.2.3 皺紋紙袋紙 creped sack paper
將紙進行浸濕皺縮后的紙袋紙,該操作通常不在造紙機上進行。
5.3 紙袋顏色
紙袋的顏色隨生產紙時所用的紙漿的色澤及加入的著色劑有如下變化。
5.3.1 未漂白 unbleached
5.3.2 半漂白 semi-bleached
5.3.3 全漂白 fully bleached
5.3.4 彩色 coloured
5.4 濕強度紙袋紙 wet strength sack paper
為減少紙在浸濕時的強度損失而對其進行處理后所生產的紙袋紙。
5.5 其他韌性材料
除紙之外,如下材料亦能構成紙袋的一部分。
5.5.1 塑料薄膜 plastics films
薄片狀或卷狀形式的塑料。
5.5.2 其他材料 other materials
適于作為紙袋中某一層的紡織物、非紡織物、箔片及其他網狀材料。
5.6 改性材料 converted materials
為獲得所需要的特殊性能,經過諸如涂覆、層壓等使紙或其他韌性材料性能得以改變后的材料。
5.6.1 阻隔性涂覆紙 barrier coated papers
紙的一面或兩面涂有阻隔材料(例如聚丙烯)。
5.6.2 隔離涂覆紙 release coated papers
紙的一面或兩面涂有隔離材料(例如硅化物)。
5.6.3 浸潤紙 impregnated papers
以某種可被紙所吸收的材料(如石蠟)對其進行處理后所生產的紙。
5.6.4 層合材料 laminated materials
兩層或多層紙與/或其他材料(如塑料)結合在一起,基本構成一連續層。
5.6.5 增強材料 reinforced materials
為改善紙的機械強度用線或布等對其進行增強。
5.7 輔助材料
在紙袋的加工中,一些材料可用來作為輔助材料。
5.7.1 縫合線 sewing thread
用于縫合袋中進行封閉的線,這些線可由天然或合成纖維材料制成,亦可由兩者的復合材料所制成。
5.7.2 粘結劑 adhesive
袋中加工中使用的粘結材料。可由天然或合成材料制成,亦可以由兩者混合制成。
例如:淀粉粘結劑、冷用的聚氨酯和熱用的以聚乙烯為基礎的熱熔材料。
6 袋子各部分的名稱
下面的表述有助于識別袋子的各個部位:
6.1 填裝端 filling end
開口或帶閥口的一端。
6.2 封閉端 closed end
接合在一起或無閥口的一端。
6.3 正面 face side
沒有縱向接縫的一面。
6.4 背面 back side
有縱向接縫的一面。
袋子的左側和右側的規定是:背面朝下放置且上端離觀察者最遠。
返回目錄頁
|

