|
《包裝設計制作工藝與檢測技術標準實用手冊》
第七篇 包裝性能測試
第二章 包裝容器測試
第四節 玻璃包裝容器性能測試
(六)壓力容器破損飛散性試驗
充填含碳酸氣體飲料的玻璃瓶,有時會因受到巨大沖擊或落地而破裂。由于內壓的關系,瓶子碎片有飛出去的危險。為防止這一現象,可在瓶的表面施以塑料涂層或薄膜來限制碎片的飛散。
飛散性試驗裝置如圖7-2-38所示。
具體試驗過程按下述步驟進行:
(1)對試驗用空瓶質量進行精度達1g的測定后,在瓶內按標準量裝入擬裝碳酸飲料或裝入與擬裝碳酸飲料碳酸氣比例相同的水。
(2)在溫度為(25±1)℃的環境中,使試驗瓶保持水平,從距臺座75cm高的位置自然下落。
(3)收集飛散出半徑為100cm的框架的玻璃碎片,并在干燥狀態下進行精度為1g的質量測定。

圖7-2-38 飛散性試驗裝置
1—圓形框;2—混凝土底基;3—試樣瓶;4—混凝土臺座
(4)按公式求出半徑為100cm的框架內散落的玻璃碎片的質量百分率。
δ=(m1-m2)/m1×100%
式中 δ———半徑為100cm的框架內散落的玻璃碎片的質量百分率(%)
m1———空瓶重(g)
m2———散落在框架外的玻璃碎片量(g)
采用上述試驗方法,其結果是玻璃瓶碎片量的95%以上應在半徑為100cm的框架內。
二、玻璃包裝容器的形體測試
玻璃包裝容器形體測試的內容較多,這里只介紹玻璃容器的容量、瓶體厚度和瓶子垂直軸偏差的檢測內容。
(一)玻璃瓶的容量檢測
瓶子的滿口容量是一項重要指標,它不僅關系著計量精度和企業的管理費用,其準確程度還對玻璃瓶的各項強度有較大影響。
目前多采用容量比較法,即利用氣體比較來測定瓶的相對容量。測試原理是將試樣瓶的容量與同型標準樣瓶的容量作比較。檢測時,首先把一個標準樣瓶夾在檢測夾具上,核準機內汽缸,使其容量與標準樣瓶相等。然后卸下樣瓶,裝上試驗瓶,對已校準的機內氣缸與試驗瓶同時施加微小的振蕩氣壓。若兩者的容量不同,便產生壓力差,差值顯示在比較器的面板上,表示相對于標準樣瓶的容量差值。也可表示成受檢瓶的實際容量。
(二)玻璃瓶厚度的檢測
玻璃瓶壁厚檢測的方法較多,這里主要介紹利用壁厚分析器檢測壁厚的原理和方法。
1.測試原理
壁厚分析器是采用電容式傳感頭來檢測瓶壁厚度的。傳感頭利用彈簧壓力壓在受檢瓶的外表面上,此時其有效電容取決于有效作用區的玻璃平均厚度,有效區約為6mm×6mm,測出的有效電容轉換成線性電壓輸出,經放大后由記錄儀記錄下來。測試裝置見圖7-2-39。
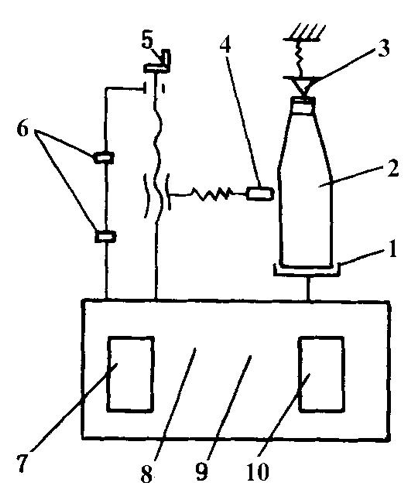
圖7-2-39 壁厚測試裝置
1—可旋轉對中卡盤;2—試驗瓶;3—錐形壓頭;4—檢驗頭
5—高度調節機構;6—限位器;7—掃描記錄儀
8—薄點檢測鈕;9—選擇開關;10—手動掃描指示
2.測試方法
(1)垂直掃描式。檢測時隨著卡盤的轉動,傳感頭沿立桿作垂直移動,要求每轉一圈,垂直移動7mm,記錄沿螺旋線所測瓶的厚度。
(2)固定高度掃描式。利用高度調節機構將傳感頭調整到瓶子所要檢測的高度,隨著卡盤的旋轉,傳感頭即可測出瓶子在該高度處的厚度分布。調節傳感頭高度值可對瓶體各處作厚度檢測。
(3)薄點檢測法。利用被測瓶作旋轉運動,傳感頭作垂直移動的方法對厚度進行測試,當遇到受檢部位的厚度值低于預定厚度時,檢測自動停止并顯示瓶壁薄點的位置。
(三)玻璃瓶垂直軸偏差的測量
垂直軸偏差是指瓶口的中心到通過瓶底中心垂直線的水平偏差。
測試儀器由帶有夾緊裝置的旋轉底盤和帶有一個百分表或讀數顯微鏡的垂直立柱組成,也可選用由V形塊的底板和帶有水平尺或百分表的垂直立柱組成。
測試方法是先將瓶子夾持在水平板上,旋轉底板360°。若用V形塊測量時,應將樣瓶緊靠在V形塊上,然后在與水平面成45°方向對樣瓶施加一個向下的壓力,旋轉瓶子360°,記下瓶口邊緣外側與固定點的最大和最小距離,最大值和最小值之差的一半就是測得的垂直軸偏差。其精度要求為0.1mm。
返回目錄頁
|

