|
《包裝設計制作工藝與檢測技術標準實用手冊》
第七篇 包裝性能測試
第二章 包裝容器測試
第二節 塑料包裝容器性能測試
二、塑料包裝袋性能測試
塑料包裝袋是指用熱塑性塑料成型,通過熱合密封的包裝袋。因其具有包裝工藝簡單、節約材料、流通過程中占用空間少和便于操作管理等優勢,已在產品包裝,特別是食品包裝中得到廣泛的應用。但是,由于塑料包裝袋的柔軟特點,在流通過程中,對外力形成的破壞及環境溫濕度等不利因素的防護能力較弱。根據這些特點,其包裝測試的主要內容包括:耐壓強度試驗、耐跌落強度試驗、熱封強度試驗、滲漏試驗、耐水蒸氣透過試驗等。因軟包裝袋的耐壓強度試驗和耐跌落強度試驗等已在前面的有關章節中介紹過,這里就不再介紹了。
(一)熱封強度試驗
通過熱封強度試驗可以檢測包裝袋封口處的強度,同時也可以測定各種熱封材料封合后所具有的封合強度指標。
1.試驗設備
選用拉伸試驗機來測試包裝袋的熱封合強度。試驗機應符合下列條件:
(1)具有2個夾鉗,且其中心在與其伸長方向平行的同一平面內,使試樣在試驗中不發生滑竄現象。
(2)夾鉗間的相對移動速度是(300±20)mm/min。
(3)破斷載荷的范圍應在試驗機許用載荷的15%~85%,且指示破斷試樣片時的載荷精度為±2%。
2.試樣
從同一材料制成的包裝袋中,分別在熱封部分直角方向上取寬為(15.0±0.1)mm,展開長度為100mm以上的試片3只以上。若長度取值不到100mm,可用膠粘紙將材料長度接長至100mm。如圖7-2-21所示。
對具有多處封合部位的包裝袋,需對每個封口部分進行分別取樣,分別測試。如圖7-2-22所示。

圖7-2-21 試樣片接長方法
1—同袋一樣的材料;2—玻璃膠粘帶;3—熱封合部分;4—展開長100mm以上
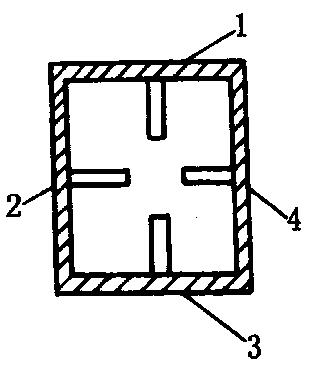
圖7-2-22 試樣片采樣位置
1—頂部;2—側面;3—底面;4—側面
3.試驗方法
將試樣片以熱封口為中心,展開180°,然后將片兩端固定在拉伸試驗機的夾鉗中,保證夾鉗間隔在50mm以上,且試樣的中心和拉伸方向在同一平面上。以(300±20)mm/min的加載速度對試樣施加載荷,直至熱封口部分斷裂或剝離為止。得到的熱封口最大拉伸破斷載荷,即為熱封合強度。
若試驗過程中靠近夾鉗部分的試驗先斷開,或熱封口部位分層阻隔材料出現分離現象,則應重新試驗。
(二)滲漏試驗
滲漏試驗是測試包裝內氣體或流體物質穿過包裝容器壁或包裝容器上有限的間斷點,形成的由高濃度區向低濃度區的物質轉移的程度。同時,滲漏試驗還可以用作檢查包裝容器經過跌落、耐壓試驗后,內裝物有無泄漏、滲液及破損的情況。
滲漏試驗依據包裝袋內含氣體程度的不同而選擇不同的試驗方法。
1.試驗方法A
試驗方法A適用于含氣量較多的包裝袋。
其試驗裝置如圖7-2-23所示,主要由真空室、壓力計、減壓閥門、試樣支承架和真空表等部分組成。其中真空室是一個配有良好密閉端蓋的透明容器,并具備承受一個大氣壓力和減壓的能力。試架支承架可使試驗袋在試驗液中保持一定的位置,并具有從外部易觀察到試驗袋滲漏情況的材質和形狀。

圖7-2-23 真空法滲漏試驗裝置
1—試驗袋;2—透明板;3—試驗液;4—真空桶;5、6—真空閥;7—排氣閥;8—透氣閥
試樣應為裝有實際內容物或與內容物相似的模擬物的密封袋,試樣的數量應在5只以上。
測試方法為:在真空容器內倒入適量的試驗液(水或著色水),把裝有試樣的支承架浸入試驗液中,且此時試樣應與液面保持25cm以上的距離。將真空容器密閉后,關閉通氣閥門,啟動真空泵開始減壓,當壓力達到規定值后關閉真空泵的閥門,并保壓30s。
通過觀察試驗過程中試樣產生氣泡的情況及解除真空狀態,取出試樣并檢查包裝袋內水的滲入情況,可以判斷試樣是否存在滲漏。
2.試樣方法B
試驗方法B適用于含氣量較少且方法A無法測定的包裝袋。
其測試原理見圖7-2-24。

圖7-2-24 滲漏試驗B原理圖
1—滲漏處;2—試驗袋;3—試驗液
將被測的包裝袋按實際包裝結構和封口部位制成試驗袋,且要求數量為5只以上。將試驗液充入袋中封口密封,并將其放置在濾紙上保持5min,交換位置后再放置5min,觀察是否有液體從袋中滲漏及滲漏出現的位置。
三、塑料周轉箱性能測試
作為食品運輸容器的塑料周轉箱,其容器的種類、結構形式和測試內容是隨著內容物的變化而變化的。這里就以塑料蛋箱為例,介紹其測試內容和方法。
(一)外觀尺寸測試
塑料蛋箱是以聚烯烴塑料為原料,采用注塑成型的方法生產的有蓋周轉箱。其箱型分為框架式、折疊式和籠屜式三種結構。箱體的外部尺寸和內襯蛋托的外部尺寸分別見表7-2-15和表7-2-16。
表7-2-15塑料蛋箱箱體外部尺寸(單位:mm)
項目
|
長
|
寬
|
高
|
底蓋高度
|
加蓋后高度
|
塑料蛋箱
|
480(0, -4.8)
|
320(0, -3.2)
|
270
|
10
|
280
|
260
|
底28蓋42
|
330
|
表7-2-16塑料蛋箱內襯蛋托的外部尺寸(單位:mm)
項目
|
長
|
寬
|
高
|
塑料蛋箱
|
450(0, -4.5)
|
290(0,-2.9)
|
47
|
塑料蛋箱外觀性能的檢測內容可參見表7-2-17,作為試驗周轉箱必須是脫模24h后的產品。
表7-2-17塑料蛋箱外觀性能的測試
項目
|
方法
|
要求
|
外觀檢驗
|
自然光線下,目測法檢驗
|
表面光滑平整,無裂損,擱蛋孔無缺陷,邊沿與端手部位無毛刺,無明顯色差,澆口位置不影響箱體平置等,同時要求1~3mm長度的雜質數小于5個/200cm2
|
規格尺寸的檢測
|
采用精度為1.0mm的通用量具測量
|
依據表7-2-15,7-2-16進行判斷
|
質量偏差的檢測
|
采用感量為5g的通用衡器稱量
|
與核定質量的百分比值不超過±0.2%
|
配合性能的檢驗
|
|
同一型號的蛋托、底和蓋的組合應順利,同規格蛋箱相互垂直和交叉堆碼時應配合適宜,且堆碼時不滑垛
|
箱體變形量的檢測
|
采用精度為0.05mm的通用量具測量
|
側邊每邊的變形率不大于0.1%,蛋孔變形不影響裝置,且無卡蛋現象等
|
返回目錄頁
|

