|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第九章 集裝機械
第四節 裝箱機
三、間歇式裝箱機
間歇式裝箱機是指瓶子和箱子在整個裝箱過程中有停頓的過程,分為抓頭移動式和箱式結構兩種。
(一)抓頭移動式裝箱機
1.結構
該機型主要由抓瓶機構1、導瓶機構2、輸箱機構3、擋瓶機構4、輸瓶機構5及減速機構6等部件組成,如圖6-9-6所示。
2.工作原理
工作時,瓶子在輸瓶帶5上被擋瓶機構4擋住并排列整齊;箱子在輸箱裝置3上到達準確的裝箱位置,抓瓶裝置1在一個大鏈輪和幾個小鏈輪的傳動鏈上運動,先從輸瓶臺將瓶子抓起,移動到輸箱帶的上方,導瓶裝置2下降下,抓瓶機構1將瓶子準確地放入箱子中,最后箱子被輸出;等新的空箱輸入,進入下一個工作循環。

圖6-9-6 抓頭移動式裝箱機簡圖
1—抓瓶機構;2—導瓶機構;3—輸箱機構;
4—擋瓶機構;5—輸瓶機構;6—減速機構
3.特點
該機結構簡單,無復雜且精度高的導軌和運動桿件,體積小,安全性高。但由于負載全部集中在運動主鏈上,磨損較大,且受其結構影響,而使其單機產量受到限制。
(二)箱式結構型裝箱機
1.結構
該機型主要由輸瓶裝置、輸箱裝置、抓瓶裝置、回桿機械臂及凸輪導軌等部件組成。
2.工作原理
工作時,瓶子由輸瓶帶送入到正確的抓瓶位置,箱子由輸箱帶送至正確的裝箱位置,回桿機械臂在電機的帶動下沿凸輪導軌運動,裝在其上面的抓瓶裝置便能準確地將瓶子從輸瓶帶上抓起,移動到裝箱位置將瓶子裝入箱中,然后裝好瓶子的箱子被輸出。當箱子輸出后,就進入下一個循環。
3.特點
該機的特點是輸瓶帶不用轉彎,可直接送入瓶子準備裝瓶,減少了缺瓶和倒瓶的機會;但同樣受結構影響,單機產量不會很高。
(三)VEM系列型裝箱機
這種機型是通過一獨特設計的雙四桿機構帶動抓瓶裝置完成裝箱的工作,也屬抓頭移動式裝箱機;其采用以微處理器為主體的可編程序控制器,對整機進行自動控制。
VEM系列裝箱機分為單列、雙列和三列三種型式,單列最多一次抓9箱,三列一次最多抓18箱,如圖6-9-7、圖6-9-8及圖6-9-9所示。

圖6-9-7 (單列箱)裝箱機

圖6-9-8 (雙列箱)裝箱機
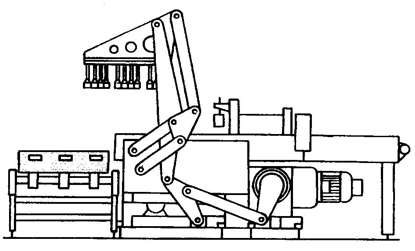
圖6-9-9 (三列箱)裝箱機
1.組成
該系列機型主要由輸箱裝置、輸瓶和排瓶裝置、抓瓶裝置、舉瓶機構(雙四桿機構)及一系列光電控制裝置組成,其主傳動機構如圖6-9-9所示。
2.工作原理
工作時,通過主傳動機構帶動舉瓶機構作來回運動,并通過抓瓶裝置把瓶子從輸瓶臺上方抓起,然后平移至輸箱帶上方,最后把瓶子準確、可靠地放入箱子里,完成整個裝箱過程。
3.特點
主要有以下幾點。
(1)工作可靠。該機是由抓頭充、排氣來實現抓、放瓶子的。通過機械運轉、氣動和電控把瓶子準確、可靠地放進箱子里。
(2)運動平穩。裝箱運動由帶制動的雙速電機驅動。通過獨特的雙四桿機構,使瓶子提升和降落動動平穩。
(3)生產效率高。該機在工作過程中,起步和終止均緩慢平穩,中途運動較快,空回程快速動行,縮短非工作時間,提高生產效率。
(4)操作容易。該機全自動運轉,能自動調節運轉速度,與整條生產線同步運轉。
(5)結構合理。該機由合理的機械結構、可靠的氣動裝置和先進的電控技術組成,技術先進,結構簡單。
(6)安全可靠。該機除了設置保護罩和網以外,還設有光電安全保護裝置,操作人員誤入危險區時,即可自動停機。
(7)符合衛生要求。本機噪聲低,而且采用無油潤滑的氣動元件,避免油污染。

圖6-9-10 主傳動機構
(四)瓶子跌落式裝箱機
1.組成
瓶子跌落式裝箱機是靠瓶子自重下跌來實現裝箱的。該機由輸箱帶、舉箱裝置、排瓶板、落瓶柵格及導瓶框架組成,如圖6-9-11。
2.工作原理
工作時,輸瓶臺上的瓶子在輸送帶的帶動下向前移動,當瓶子到達排瓶板時,已離開輸瓶帶,但輸瓶帶上的瓶子仍然在后面推著這些瓶子,使之完全到達落瓶柵格上,并順著排瓶板排列整齊。在觸點開關的作用下,氣缸使止瓶裝置將后面的瓶止住,使柵格上的瓶子卸除后面的壓力。為了減小瓶子的跌落距離,輸箱帶將箱子輸到指定地點后被舉箱裝置舉起,使得導瓶框架上的導瓶彈簧片插入箱格。在氣缸的作用下,柵格移動,使得瓶子失去支承而順著導瓶彈簧片跌落箱中。隨后舉箱機構下降,裝滿瓶的箱子被輸出,新箱子被輸入,止瓶裝置升起,瓶子進入排瓶框架,等待下一個裝箱過程。
3.特點
整個裝箱的各個動作分別完成,無內傳動關系,結構簡單,可靠性高。但由于間歇裝箱,效率較低;而且瓶子自由下跌,沖擊力較大,噪聲較大,瓶子也容易摔爆。
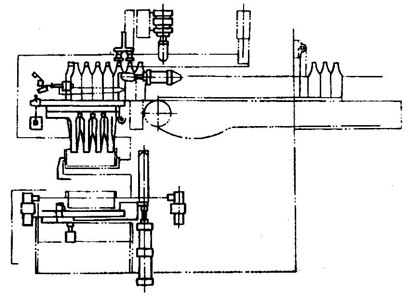
圖6-9-11 瓶子跌落式裝箱機
(五)氣動抓頭式裝箱機
這種裝箱機克服了跌落的缺點,在跌落式的基礎上增加了一個二級氣缸帶動的抓頭裝置。
1.組成
該機由輸瓶、排瓶、擋瓶、輸箱停箱、舉箱、抓瓶、升降二級氣缸及導瓶等裝置組成,如圖6-9-12所示。

圖6-9-12 氣動抓頭式裝箱機
1—二級氣缸;2—排瓶裝置;3—操作臺
2.工作原理
工作時,當瓶子在排瓶架上排列整齊后,第一級氣缸動作,使抓頭下降套入瓶頸,接著抓頭充氣將瓶子抓緊。當底柵被推開后,盡管瓶失去支承,但不自由下跌,隨后在第二級氣缺的作用下緩慢下降。當瓶子下降到箱子底部后,抓頭排氣,隨后氣缸復位,抓頭離開瓶子。這樣可以改變瓶子下落的速度,達到減少沖擊力的目的。
3.特點
該機完成一個裝箱的工作過程動作較多,結構較復雜,故其生產效率較低,故障也較多,檢修相對困難。
四、應用范圍及選用原則
(1)應用范圍。連續式裝箱機適用于4.8萬瓶/h以上的高速生產線,而間歇式裝箱機中的VEM系列適用于4.8萬瓶/h以下的生產線。另外,由于連續式裝箱機抓頭架與輸瓶運動的同步及抓頭架與輸箱帶運動的同步均是靠高精度的內傳動來實現的,其中很多運動部件(如凸輪槽等)的加工精度要求較高,因而造價也較高。
(2)選用原則。表6-9-3為各種類型裝箱機的技術參數,選用時可參照其生產能力及性能、特點等因素來決定。
表6-9-3裝箱機技術參數
機型\參數
|
額定生產能力箱/h
|
箱子容量
|
瓶子容量ml
|
輸瓶臺寬mm
|
輸箱帶寬mm
|
抓頭總數
|
箱子規格(長×寬×高)mm
|
瓶子規格mm
|
VEM1351/441
|
750
|
24瓶
|
640
|
1350
|
440
|
2組48頭
|
520×354×317
|
Φ75×289
|
VEM2001/441
|
1100
|
24瓶
|
640
|
2000
|
440
|
3組72頭
|
VEM2501/441
|
1750
|
24瓶
|
640
|
2500
|
440
|
4組96頭
|
VEM3001/441
|
2000
|
24瓶
|
640
|
3000
|
440
|
5組120頭
|
水平旋轉式垂直旋轉式
|
該機為連續式,主要生產廠家有德國KRONES、KHS等公司
|
注:VEM系列裝箱機為廣東輕工業機械集團有限公司生產。
返回目錄頁
|

