|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第九章 集裝機械
第四節 裝箱機
一、分類、工作原理及特點
(一)分類
裝箱機一般是從自動化程度和裝箱的運動形式兩個方面劃分:按自動化程度分為全自動裝箱機和半自動裝箱機;按運動形式分為連續式裝箱機和間歇式裝箱機。
(二)工作原理
裝箱機的工作原理是通過機械運轉、氣動和電控裝置,將瓶子成組準確、可靠地放入包裝箱中。適用于啤酒、飲料和其他行業的裝箱工作。
(三)特點
裝箱機的主要特點是:工作安全可靠;運行平穩;生產效率高;操作方便;結構簡單、合理;符合衛生要求。
二、連續式裝箱機
連續式裝箱機是指瓶子和箱子在整個裝箱過程中處于連續運動狀態,分水平旋轉式和垂直旋轉式兩種。
(一)水平旋轉式裝箱機
該機型主要由同步輸送帶、同步輸箱帶、水平環形導軌及垂直升降抓頭等部件組成。
2.工作原理
如圖6-9-3和圖6-9-4所示,抓頭架90和導瓶框95在傳動鏈35的帶動下,繞軸33、34在輸瓶臺和輸箱帶的上空作循環運動;同時在導軌18和22的作用下,抓頭架和導瓶框按一定的規律作上下垂直運動。
在輸瓶臺上的瓶子,經過欄桿40的阻擋作用,編組整齊排列,并與抓頭架同步前進。當瓶子與抓頭架同步進入抓瓶位置時,在導軌的作用下,抓頭架向下運動,抓頭正好套入瓶頸中,并把瓶子抓牢。隨著運動的進行,在導軌作用下,抓著瓶子的抓頭升起,使瓶子離開輸瓶帶;在傳動鏈35的作用下,抓著瓶子的抓頭繞軸34轉到輸箱帶的上空;同時,在輸箱帶上由于推箱塊112的作用,使箱子有規律地排列并與抓頭架同步前進;當進入裝箱位置時,在導軌95的作用下導瓶框架下降,導瓶彈簧片插入箱格中;在導軌90的作用下,抓頭下降,瓶子通過導瓶彈簧片將瓶子順利地放入箱子中;隨后抓頭架和導瓶框架升起,再繞軸33轉到輸瓶臺上方,開始下一個裝箱過程。
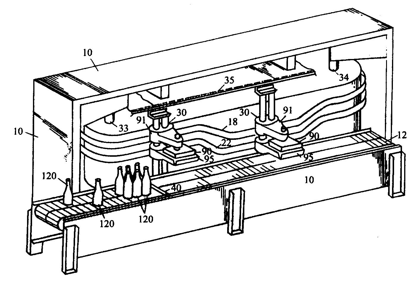
圖6-9-3 水平旋轉式裝箱機輸瓶帶一側
3.特點
該機運動簡單,由于是連續運動,減少了主電機的頻繁起動和停止,減少了瓶子、箱子位置校準及缺瓶、缺箱等檢測的等待時間,因此生產效率高、噪聲低,而且動作準確、可靠和安全。

圖6-9-4 水平旋轉式裝箱機輸箱帶一側
(二)垂直旋轉式裝箱機
1.結構
該機型主要由同步輸送帶、同步輸箱帶、垂直雙凸輪槽導軌及大十字臂式抓頭組等部件組成。
2.工作原理
如圖6-9-5所示,抓瓶裝置1在大十字回轉架2的帶動下,沿著導軌3和4作有規律的回轉運動,并在運動過程中保持抓頭位置始終處于垂直狀態。
在輸瓶臺5上的瓶子被編組整齊排列,當抓頭裝置到達瓶子上方時,在導軌3和4的作用下,抓頭正好套入瓶頸中,并把瓶子抓牢;然后抓瓶裝置升高離開輸瓶臺;再下降轉到輸箱臺6的上方,正好與箱子同步;這時,抓瓶裝置繼續下降,瓶子順利裝入箱子中;隨后抓頭裝置上升再轉到輸瓶臺上方,準備進入下一個裝箱過程。
(三)特點
該機為連續式裝箱機,具有與水平式裝箱機相同的特點:減少了主電機頻繁起動和停止,減少了瓶子、箱子位置校準及缺瓶、缺箱等檢測的等待時間,生產效率高,噪聲低,而且動作準確、可靠和安全;另外,由于其采用垂直面回轉,節省了占地面積。

圖6-9-5 垂直旋轉式裝箱機簡圖
1—抓瓶裝置;2—大十字回轉架;3、4—導軌;5—輸瓶臺;6—輸箱臺
返回目錄頁
|

