|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第八章 捆扎機械
第二節 機械式自動捆扎機
機械式自動捆扎機采用機械傳動和電氣控制相結合,無需手工穿帶,可連續或單次自動完成捆扎包件的機器,造用于紙箱、木箱、塑料箱、鐵箱及包裹、書刊等多種包件的捆扎。
一、工作原理
自動捆扎工作過程由送帶、拉緊、切燙、粘接四個環節組成,其工作原理見圖6-8-1。
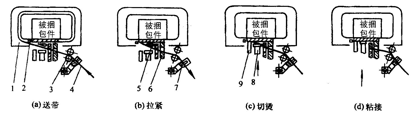
圖6-8-1 機械式自動捆扎機工作原理
1—軌道;2—止帶器;3—送帶輪;4—捆扎帶;5—隔離器;
6—右爪;7—張緊臂;8—壓力塊;9—左爪
(一)送帶(圖a)
送帶輪3逆時針轉動,利用輪與捆扎帶的摩擦力使捆扎帶4沿軌道1運動,直至帶端碰上止帶器2的微動開關(或者用控制送帶時間的辦法),使捆扎帶處于待捆位置。
(二)拉緊(圖b)
右爪6上升壓住帶端,送帶輪3順時針方向轉動,同樣利用摩擦力使捆扎帶沿軌道1退出,這時軌道中的葉片在捆扎帶的退帶拉力作用下松開,使捆扎帶繼續退出直至緊貼在包件表面,而張緊臂7隨之向下擺動,將帶子完全拉緊。
(三)切燙(圖c)
左爪9上升將兩層捆扎帶壓住,隔離器5退出而燙頭相隨跟進,開始將捆扎帶兩端加熱,這時壓力塊8上升切斷捆扎帶。
(四)粘拉(圖d)
燙頭退出至超始位置,而壓力塊8繼續上升,將兩層已加熱的捆扎帶兩端壓粘在一起,完成捆扎周期動作。
二、主要結構
自動捆扎機主要由送退帶機構、張緊機構、封緘機構、傳動機構、軌道機構等組成,如圖6-8-2所示。

圖6-8-2 自動捆扎機結構
1—軌道機械;2—送退帶機構;3—張緊機構;4—捆扎帶;5—預送帶機械;
6—帶盤;7—封緘、傳動機構;8—止帶器
(一)送退帶機構
主要完成捆扎帶送入和退出,由齒輪、滾輪、壓輪、小軌道等零件組成。在機器進入工作準備狀態時,壓輪3通過彈簧的作用將捆扎帶壓在送帶滾輪2上,當送帶離合器閉合時,通過齒輪副驅動送帶滾輪2作逆時針轉動,依靠摩擦力使捆扎帶從儲帶箱5中拉出送入軌道,當退帶離合器閉合時,送帶流輪2作順時針方向轉動,又將帶子從軌道中拉出退入儲帶箱5中,其結構如圖6-8-3所示。
(二)張緊機構
主要作用是把退帶后緊貼包件的捆扎帶再一次拉緊,以達到捆扎所需要的緊束度,并通過調整器將捆扎力調節到不同包件所需的程度,本機構由張緊臂、夾爪、導輥、調整臂、反沖塊、調節螺桿等零件組成。
如圖6-8-3所示,當完成退帶動作后,壓輪3與送帶流輪2脫開,凸輪軸上的張緊凸輪8轉動,使張緊臂7向下擺動,此時,張緊調整器上的反沖擊將夾爪6關閉,夾住帶子隨張緊臂一起下擺,達到拉緊作用。凸輪轉動第一高點時,張緊臂7下擺的角度最大,捆扎帶就拉得最緊。然后左爪上升將已拉緊的帶子壓住,依靠凸輪作用,張緊臂稍作上擺,使捆扎帶在松弛狀態下被切斷。當凸輪繼續轉動到第三高點時,張緊臂7又擺到最低點,使彈簧撞塊叩擊反沖塊的螺釘,使夾爪6打開,最后由于彈簧的作用,張緊臂回復到起始位置。當轉動調節螺桿時,可改變反沖塊的位置,即可改變夾爪的開閉時間,借此改變拉緊捆扎帶的長度,以達到調節捆緊力的目的。
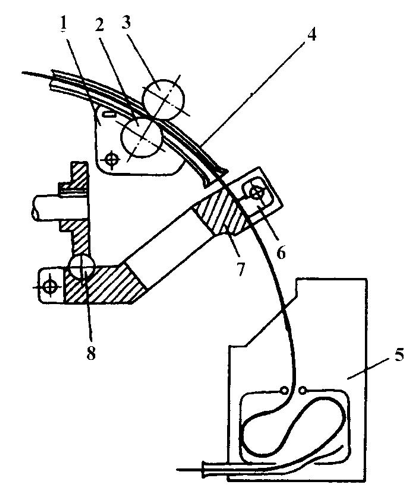
圖6-8-3 送退帶機構
1—送帶輪支架;2—送帶滾輪;3—壓輪;4—小軌道;5—儲帶箱;6—夾爪;
7—張緊臂;8—張緊凸輪
(三)傳運機構
通過三角皮帶、鏈輪、減速器、電磁離合器等零件,將由電機傳出的動力分別按一定的速比傳送給凸輪軸,送(退)帶機構及預送帶機構等工作部件。
(四)封緘機構
該機械是實現捆扎帶切斷,熔融、粘接的最主要工作機構,由凸輪組、左爪、右爪、壓力塊、燙頭、隔離器、熱合臺臂、加熱器臂、刀片和攏帶架等零件組成,其中凸輪組更是完成全部捆扎動作的關鍵,每轉動一周,就可以完成一次捆扎。其結構如圖6-8-4所示。
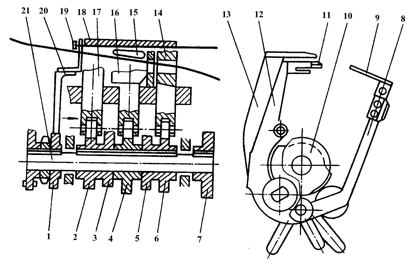
圖6-8-4 封緘機構
1—攏帶凸輪;2—左爪凸輪;3—隔離器凸輪;4—壓力凸輪;5—加熱凸輪;6—右爪凸輪;
7—張緊凸輪;8—加熱器臂;9—燙頭;10—隔離器凸輪;11—隔離器;12—隔離器臂;
13—熱合臺臂;14—合爪;15—隔離器;16—壓力塊;17—左爪;18—熱合臺臂;
19—止帶器;20—攏帶架;21—凸輪軸
1.攏帶凸輪1
控制攏帶架20開合,使上下捆扎帶對齊。
2.左爪凸輪2
能推動左爪17作上下移動,壓緊或松開捆扎帶的接頭端。
3.隔離器凸輪3
控制隔離臂12插入或退出。
4.壓力凸輪4
能推動壓力塊16作上下移動,完成捆扎帶切斷、熔融、粘接動作。
5.加熱器凸輪5
控制加熱器壁8和燙頭9的擺動、插入和退出。
6.右爪凸輪6
能使右爪14作上下移動,完成壓帶動作。
7.張緊凸輪7
控制張緊臂的擺動,實現捆扎帶的強拉緊。
(五)軌道機構
引導捆扎帶繞軌道自動移動一周,作好捆扎的準備,其結構有整體式和葉片式兩種,其截面形狀見圖6-8-5所示。
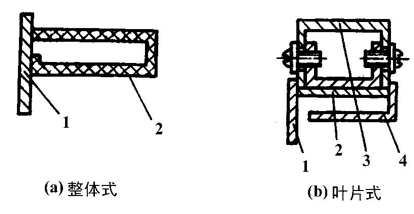
圖6-8-5 軌道結構
1—擋板;2—軌道體;3—支架;4—葉片
1.整體式軌道(圖6-8-5a)
由擋板1和軌道體2組成,送帶時捆扎帶在兩者形成的內腔穿行,至帶端碰撞止帶器,觸動微動開關發出信號,使送帶停止;退帶時軌道體2由電磁鐵或頂推機構推開,使捆扎帶從軌道體2中脫出而被拉緊后,緊貼在被捆包件表面。其優點是送帶流暢、可靠,裝配和維修都較為方便,但加工時須制作專用模具,且要求較高。
2.葉片式軌道(圖6-8-5b)
由擋板1、軌道體2、支架3、葉片4組成。送帶時捆扎帶沿擋板1、軌道體2和葉片4所形成的空間穿行;退帶時,捆扎帶克服葉片4上的扭簧的彈力,隨張緊臂的下擺而被拉出,緊貼在被捆包件的表面。這種軌道制造方便,是我國目前應用較為普遍的,不足之處是工作時有較大的噪聲,且對捆扎帶的平直度要求較高。
返回目錄頁
|

