|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第七章 成型-充填-封口包裝機
第二節 袋成型-充填-封口機
三、臥式袋成型-充填-封口機
(一)分類、工作原理及特點
臥式袋成型-充填-封口機是物料充填與袋子成型沿水平方向進行,可以包裝塊狀、梗枝狀、顆粒狀等固態物料,如點心、面包、方便面、香腸、糖果等。包裝尺寸可以在很大范圍內調節,包裝速度可達500袋/min。
如果待包裝物料為顆粒狀的,在輸送帶上方還需安裝計量充填裝置。為控制正確的橫向封切位置,一般也設有光電定位裝置。
臥式袋成型-充填-封口機種類較多,按其所成型袋的結構形式,可分為:三封袋(或四封袋)臥式成型-充填-封口機和筒狀薄膜袋成型-充填-封口機。
(二)三封袋(或四封袋)臥式成型-充填-封口機
三封袋(或四封袋)臥式成型-充填-封口機有多種形式,按其結構特征可分為直線進行式和回轉式兩大類。圖6-7-23所示為直線進行式臥式成型-充填-封口包裝機的工作原理圖,(a)為三封袋,(b)為四封袋,工作原理基本相同。
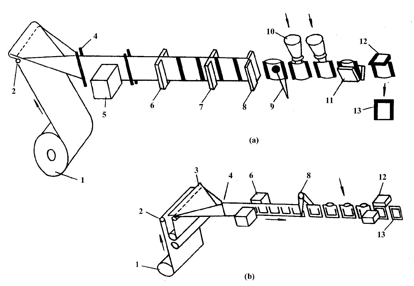
圖6-7-23 三封袋(或四封袋)成型-充填-封口機
1—包裝材料卷;2—導輥;3—三角形成型器;4—U形桿;5—光電檢測控制裝置;6—成型袋熱封裝置;
7—牽引送進裝置;8—切斷裝置;9—袋開口裝置;10—計量充填裝置;
11—整形裝置;12—封口裝置;13—成品輸出
這類包裝機主要由包裝卷筒材料支承裝置、導輥裝置、制袋成型器、光電檢測裝置、成型袋熱封裝置、牽引送進裝置、切斷裝置、袋的鉗持輸送裝置、開袋裝置、計量充填裝置、袋整形裝置、袋封口裝置及成品排出裝置等組成。
與立式機相比,臥式包裝機由于包裝材料在成型制袋過程中充填管不伸入袋管筒中,袋口的運動方向與充填物流方向呈垂直狀態,袋之間是側邊相互連接,這些因素使得臥式機無論是在包裝工藝過程,還是在包裝機的執行機構的結構方面均比立式機要復雜得多,需增加一些專門的工作裝置,如袋開口裝置等。
三封袋(四封袋)臥式包裝機包裝工藝大體如下:從卷筒1拉下的包裝材料由導輥2導引,經三角成型器3和U形桿4而折合成U形帶;光電檢測裝置5對包裝材料上印刷的商標圖案拉距進行檢測和送進控制,然后由制袋熱封裝置6對U形折合帶實施熱熔封接,封接兩側面(底面)完成制袋。牽引送進裝置7作往復直線運動將成袋及包裝材料牽引送進,每次送一個袋寬的距離,由切斷裝置8裁切成單個包裝袋,然后由袋鉗送進裝置作鉗持送進;在開袋口工位由開袋口裝置將袋口吸開,并往袋內噴吹壓力空氣,使袋口擴開,并由鉗持包裝袋的鉗手保持張開的袋口,以使充填物料順利充填。當袋子送到充填工位時,通過充填漏斗往包裝袋內裝入物料,再在整形工位由整形裝置對袋中松散物料實施整形處理,使其袋形便于封口操作,且鉗袋的鉗手向外運動,使袋口處于平直閉合狀態,在封口工位完成袋口封接,得到的包裝件從機器中輸出。
機型不同,包裝工藝過程略有差異。有的機器是在充填封口后才將相連的包裝袋切斷分開(見圖6-7-24)。

圖6-7-24 三袋臥式成型-充填-封口機
1—三封袋成品;2—切斷刀;3—縱封器;4—充填器;5—橫封器;6—隔板;
7—U形桿;8—三角板成型器;9—導向輪;10—卷筒薄膜
三角形制袋成型器是這類包裝機的主要部件之一,其設計如圖6-7-25所示。三角形制袋成型器在包裝機中呈傾斜安裝狀態,與水平面的夾角為α,卷筒薄膜經過導向輥和三角成型器后對折成寬度為a的雙層薄膜。三角成形器的形狀尺寸計算如下。
設三角板的成形銳角為2β,薄膜寬度為2a,假定三角板厚度忽略不計,同時雙層薄膜對折后緊貼,則存在下列關系:
在ΔDEC中DC=b,DE=a
故sinα=a/b
在ΔADC中tanβ=a/b
故sinα=tanβ β=arctan(sinα)

圖6-7-25 三角形成型器參數計算
上式說明α角與β角之間存在著相互制約關系。由圖中可以看出,薄膜在成型器尖端C處的水平力P的牽引下,首先貼著成型器外表面沿GC方向移動,在C處的移動速度為vc,這樣在力P方向與移動速度之間形成了移動薄膜在C處的壓力角,在數值上正好等于成型器三角板與水平面間的傾角α。α角越大,壓力角越大,成型的阻力也越大,薄膜在翻折時就越不容易變形,甚至有被撕裂或拉斷的危險;α角越小,成型的阻力也越小,對薄膜對折越有利,但使三角板長度增加,結構增大。一般取α=20°~30°。根據上式可知2β≤60°,這說明三角板的最大可能是一只等邊三角形。
為了設計和調節方便,通常先選定α角的大小,然后再確定β角的大小。
根據α角的大小,也可求出三角板的腰高h為
h=amax/sinα+Δh(cm)
式中 amax———包裝機制袋的最大寬度,cm;
Δh———三角板的增量,一般取30~50mm。
三角板的厚度與板的尺寸大小和材料等因素有關,可在10~20mm范圍內選取。
(三)筒狀薄膜袋成型-充填-封口機
圖6-7-26為該類包裝機示意圖。其原理是立式與臥式相結合,直線與回轉相結合,所采用的是筒狀薄膜,每個袋子只需封接兩條橫縫,特別適合于包裝小袋砂糖、味精等細粒狀物料。
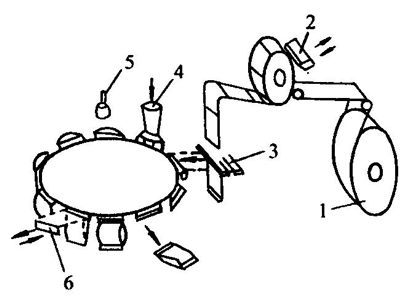
圖6-7-26 筒狀薄膜袋成型-充填-封口機
1—薄膜卷筒;2—底封器;3—切刀;4—充填料斗;5—整形器;6—頂封器
四、應用范圍及選用原則
(一)應用范圍
袋成型-充填-封口包裝機應用范圍廣泛,普遍適用于各種食品、藥品以及化學、五金工業中液體、糊狀、顆粒狀、粉料狀和固體物料的包裝。袋的規格大小不同,小至一次性食用的鹽、故椒粉的小袋,大至包裝幾十公斤大米或化肥的重袋,都能選到相應的機型。所用包裝材料必須有一定的強度,并能進行熱封,可以是塑料薄膜、涂層紙、金屬箔或其他復合材料。
(二)選用原則
袋成型-充填-封口包裝機種類繁多,功能、生產能力、所用包裝材料及價格、包裝袋的形狀與尺寸等各不相同,差別很大,選用時必須根據產品特性、生產規模和市場行情綜合考慮;引進國外設備必須考慮原材料和備用件的供應情況。具體選用設備時可考慮以下幾點。
(1)充填計量裝置要選擇適當,計量精度應符合規定的要求。當包裝顆粒狀、粉狀物料時,其視比重必須控制在規定的范圍內才能選用容積式計量,否則應考慮選用稱重式計量。對于對空氣溫度、濕度敏感的物料,在選用設備時尤應注意。
(2)封口時的加熱溫度和時間應能調整到與所用的包裝材料的熱封性能相適應。一般要求包裝機的溫度調節器能可靠地控制熱封部位的溫度在100~300℃之間的任一數值;熱封部位表面有效熱封長度上的溫度與調節器調定值的誤差應在±10℃以內。
(3)充填粉末物料時,袋口部位易粘附粉塵而影響封口質量,多數情況是由于塑料包裝材料帶有靜電而吸附粉層所致,因此,這類袋裝機必須設有防止袋口粉塵粘附的裝置,如靜電消除器等,也可選用防靜電的包裝材料。
(4)當袋裝速度快、被裝物品價格較貴時,應配有重量檢測裝置,隨時剔除超重或欠重包裝袋,并能自動調整充填量。
(5)用于包裝食品、藥品的包裝機,與包裝物料和包裝材料相接觸的部位均應采用不銹、無毒及化學性能穩定的材料制造,并符合衛生要求。
(6)單機形成自動化生產線時應選用高可靠性的機型,以免單機故障而影響整條生產線的正常生產。
返回目錄頁
|

