|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第七章 成型-充填-封口包裝機
第二節 袋成型-充填-封口機
(六)屋形袋立式成型-充填-封口機
屋形袋立式成型-充填-封口機不僅可以進行粉粒物品的包裝,也適用于松散顆粒物品、小塊物品乃至液體類食品的包裝。該類機器有多種機型,圖6-7-19所示的屋形袋包裝機先將材料成型為圓形管筒,再制成屋形袋,然后進行包裝。
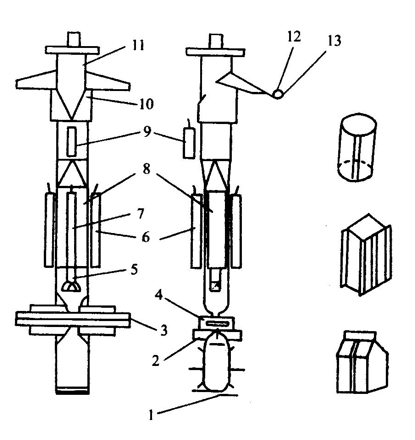
圖6-7-19 屋形袋立式成型-充填-封口機
1—折合袋底裝置;2—排氣鉗;3—夾帶鉗;4—橫向熱封切斷裝置;5—充填管;
6—燙角器;7—縱封裝置;8—方筒導管;9—縱向預封裝置;
10—翻領成型器;11—成型圓筒導管;12—導輥;13—包裝薄膜
1.機器基本結構
主要包括包裝卷筒材料支承裝置、導輥組、光電檢測控制裝置、成型圓管筒裝置、成型方管筒裝置、橫向封口切斷裝置、袋排氣裝置、袋底折合裝置、包裝袋筒牽拉裝置等部件,此外,還有傳動、電氣、潤滑等系統。
2.包裝工藝過程
包裝薄膜從卷筒引出料帶,經光電檢測器、導輥12后到達翻領成型器10,在成型圓筒導管11表面卷合成圓筒形;由縱向預封裝置9對卷合的疊合部位進行熱熔接封合,形成縱向密封的筒狀;然后通過過渡導管到達等周邊長的方型管筒導管8表面,用縱向熱封裝置7把縱向接縫再次封合使之美觀;由燙角器6燙出四個角棱,使之成為方形管筒;然后由橫向熱封切斷裝置4封接底口,成為包裝袋;由計量充填裝置把被包裝物品通過充填管5裝入袋中,再鉗合袋口,先排氣并封合袋口,再切斷上下包裝袋連接。工作中,下面充填好的袋口和上面的袋底是一次封合、居中切斷分開的。在橫向封口切斷裝置完成上述操作中,受包裝袋筒牽拉裝置作用,夾持著薄膜向下牽拉一個袋長距離,而后松開,空程返回。分離下來的包裝袋由折合袋底裝置折合成平底,而后排出。
(七)專用于液體物料的立式袋成型-充填-封口機
專用于液體物料的袋裝機械,適用于巴氏殺菌牛奶或豆奶的塑料袋包裝,也適用于果汁類或半流質液體食品的包裝,其結構如圖6-7-20所示。該機的工作方式為間歇式,包裝產品為枕形袋,內容物在125~1000ml范圍內可調,生產能力為40袋/min,適用于厚度為0.08~0.1mm的PE或LLDPE薄膜。
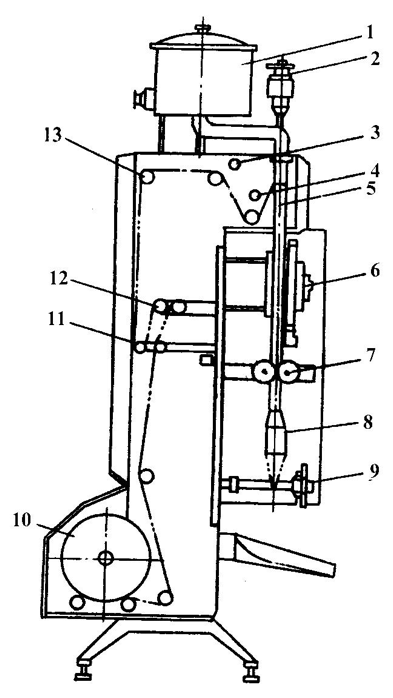
圖6-7-20 專用于液體物料的立式袋成型-充填-封口機示意圖
1—料缸;2—閥開度調節器;3、4—紫外線燈;5—成型器;6—縱封器;7—牽引輥;
8—充填閥;9—橫封切斷器;10—薄膜卷;11—平衡器;12—預牽引輥;13—導輥組
其包裝工藝過程如下:薄膜由預牽引輥12從薄膜卷筒10上拉下,經導輥組13改向,再經過兩道紫外線燈光3、4照射,實施與產品接觸一面的殺菌處理后,再供送到成型器5。從成型器中出來的薄膜被折成扁筒狀,薄膜間歇運動靜止時刻,縱封器6對扁筒狀料袋的縱向接合處加壓熱封。薄膜牽引輥7的間歇回轉,使得料袋定長地被牽接送進。液體物料在機器頂部料缸1中貯存,經充填閥8定量地進入料袋,橫封切斷器9在液面部位以下將袋口密封并同時切斷分離,因而袋內可以充滿液體物料。
這種包裝機由于包裝時不能形成一個無菌環境而使包裝成品不能保證無菌,故產品在貯存期間需要冷藏。
(八)三角袋立式成型-充填-封口機
三角袋有四個側面,外形像粽子,常用于包裝小份量的咖啡、牛奶、袋乳品、蜂蜜、糖漿、果汁或其他類似產品。因這種袋開口后還須保持原形而依然挺立,應采用金屬膜或其他較厚的材料制成。
三角袋立式成型-充填-封口機與立式枕形袋機極其相似,其主要區別在于封口位置和使用的液體充填管不同。如圖6-7-21所示,卷筒薄膜繞過一系列的輥筒、張緊輥和導向輥,控制好薄膜的送進方向和張力。滾筒軸端裝有送膜電機,通過電磁離合器、制動器放出薄膜。每拉一次薄膜制動器就脫開,電動機送膜。拉膜機構停止時,制動器就發生作用,使薄膜保持一定張力。
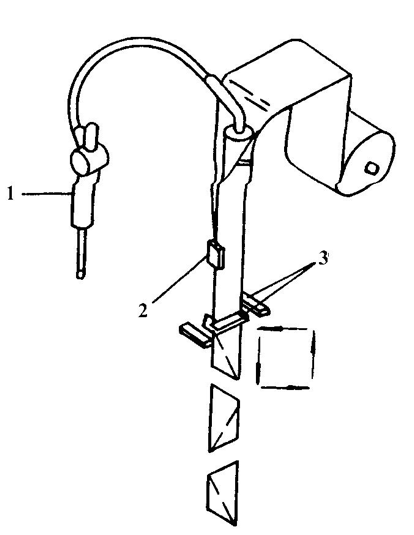
圖6-7-21 三角袋立式成型-充填-封口包裝機
1—泵;2—邊封器;3—橫封器
薄膜被送到成型器后,就包圍在充填管外面,邊封器就封接直縫,其工作方式與立式枕形包裝機縱封向搭接縫相同。
該機有兩組橫封器,相互成90°交替工作,如圖6-7-22所示。底部封口器從前后封合,制成袋子的底封。物料仍通過充填管裝入,同時將袋子拉下。裝料、拉袋結束后,頂部封接器就開始封接,制出袋子的頂封和下一個袋子的底封。各對封接器中間都裝有一把切斷刀,在每次封接的同時,從封口的中間部位切斷袋子。然后,前后封口器分開袋子落下,封口器空行程返回。
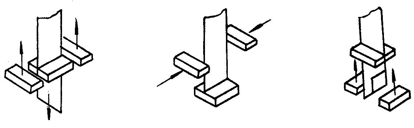
圖6-7-22 橫封示意圖
返回目錄頁
|

