|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第六章 真空(充氣)包裝機械
第二節 真空(充氣)包裝機的基本原理及結構
一、插管式真空(充氣)包裝機(圖6-6-1)
插管式真空(充氣)包裝機是將包裝物品放入包裝袋中,開口處套插在抽口上,然后進行抽真空(充氣)、封口、冷卻后,取下包裝成品。
該機結構簡單,包裝物品大小不限,適應性廣,占地面積小,重量輕。但真空度較低。
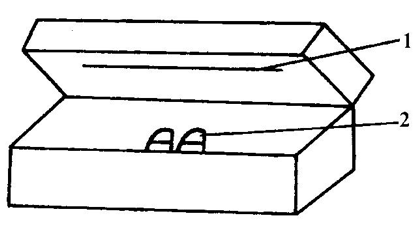
圖6-6-1 插管式真空(充氣)包裝機
1—熱封條;2—抽口
二、腔式真空(充氣)包裝機(圖6-6-2)
腔式真空(充氣)包裝機是將包裝物品放入包裝袋中,然后置入真空腔中,用手動或其它動力來關閉真空腔蓋。然后抽真空(充氣)、封口、冷卻后,開啟真空腔,取出包裝成品。
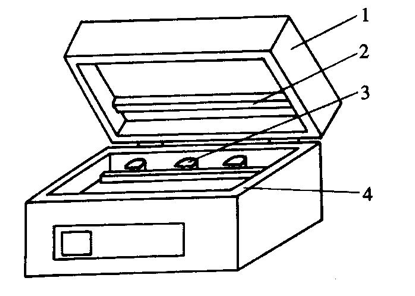
(1)臺式真空(充氣)包裝機
1—上蓋;2—熱封條;3—抽口;4—腔體
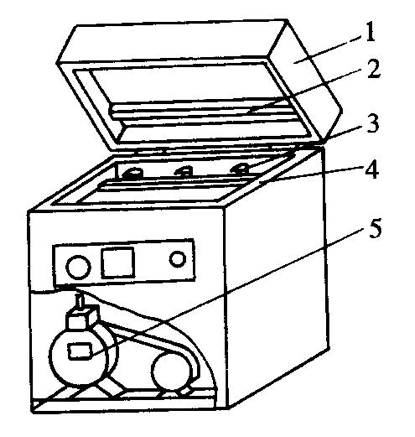
(2)立式真空(充氣)包裝機
1—上蓋;2—熱封條;3—抽口;4—腔體;5—真空泵
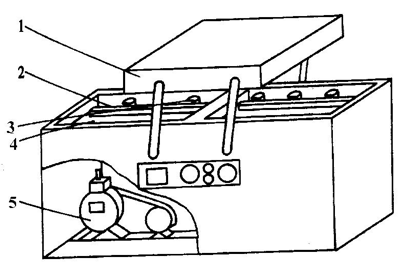
(3)雙室單蓋真空(充氣)包裝機
1—上蓋;2—熱封條;3—抽口;4—腔體;5—真空泵
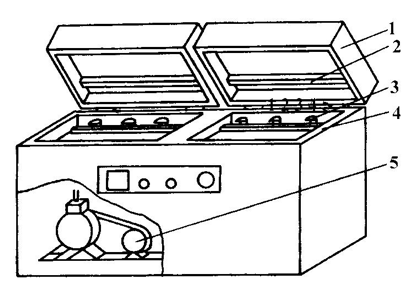
(4)雙室雙蓋真空(充氣)包裝機
1—上蓋;2—熱封條;3—抽口;4—腔體;5—真空泵
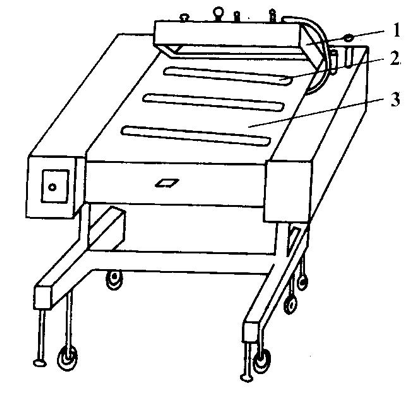
(5)半自動真空(充氣)包裝機
1—上蓋;2—熱封條;3—輸送帶
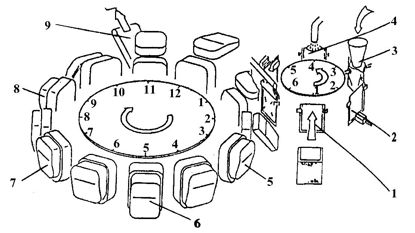
(6)回轉式真空(充氣)包裝機
1—取袋工位;2—打印工位;3—固體物料充填工位;4—液體物料充填工位
5—抽真空工位;6—充填工位;7—熱封工位;8—冷卻工位;9—成品輸出工位
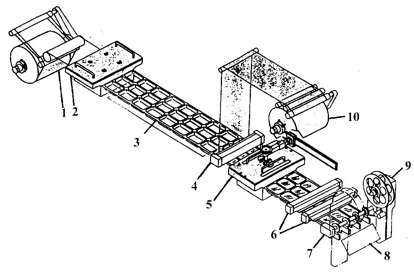
(7)直線式真空(充氣)包裝機
1—底膜;2—加熱成型工位;3—充填工位;4—頂膜導迥裝置;5—抽真空(充氣)熱封工位
6—縱切裝置;7—橫切裝置;8—成品輸出;9—余料卷取裝置;10—頂膜
圖6-6-2 腔式真空(充氣)包裝機
腔式真空(充氣)包裝機相對于插管式包裝機的結構較為復雜,下面就幾個主要結構簡述如下。
(一)真空室
真空室一般由真空腔和上蓋組成。該類機型的真空腔有臥式、立式或傾斜式幾種。傾斜式的傾角可調,以防物品溢出。真空室內設有熱封裝置和抽氣及充氣抽口。
真空室通常由鑄鋁或不銹鋼制成,為了觀察方便,上蓋也部分或全部使用有機玻璃。其密封可采用O型圈等。
(二)熱封裝置
熱封裝置是對包裝袋封口區進行加熱、加壓,使之完成封口功能的裝置。它主要由熱封條、熱封變壓器、加壓裝置組成。
真空(充氣)包裝機通常采用脈沖加壓封口法。工作時由加壓裝置產生壓力,將包裝袋壓緊在電熱帶和耐熱橡膠之間。電熱帶通以瞬時脈沖電流,迅速產生高溫,使包裝材料熔接,斷電后,繼續在加壓狀態下冷卻,即完成封口。
熱封條是安裝與張緊電熱帶用的,它可由鋁合金或環氧層壓玻璃布板等非金屬材料制成。對于內部通水冷卻的熱封條,建議用鋁合金。
(三)真空室上蓋的平衡機構
無論是單室還是雙室,單蓋還是雙蓋,在每一次工作循環中,真空室失去真空后,均需一增力平衡裝置,使上蓋容易打開或自動打開。
單室真空包裝機一般采用兩種方式,用拉伸彈簧或壓縮彈簧,安裝在機器的后部,拉伸彈簧在支點之后,壓縮彈簧在支點之前。
雙室單蓋的真空包裝機,一個上蓋交替地在兩個真空腔上工作,上蓋、腔體及搖桿組成四連桿機構。增力平衡機構采用雙向扭轉彈簧,裝在搖桿支承抽中部,無論上蓋在哪個工作室上,彈簧均有反作用力,起協助抬起上蓋的作用。
雙室雙蓋的真空包裝機的平衡機構可以不用任何彈簧,而是用杠桿機構。將兩上蓋在機器下方用杠桿相連,中間有一支點,杠桿兩邊長度及上蓋重量相等,互相平衡變動上蓋位置時只需稍加一點力即可使一個抬起,一個蓋下,操作容易省力。該種機型為最常見的機型,適應性廣,成本較低,使用維修方便。
(四)輸送帶
輸送帶通常由中間夾布的無毒塑料或橡膠制成,一般為分段式,每段上均固定有封口用的耐熱膠墊等。
返回目錄頁
|

