|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第五章 裹包機械
第二節 折疊式裹包機
一、應用范圍
折疊式裹包機可對單件、多件方體或盒狀物品,如香煙、錄音帶、影碟及盒裝物品進行六面自動包裝。也可以對同一規格形狀的條狀、圓狀、塊狀、棒狀物,如香煙、鉛筆、餅干和口香糖等數件集合包裝。
折疊式裹包機是食品、醫藥、化工、日用品及煙草等行業產品自動包裝的理想設備。
二、基本原理和主要結構
(一)折疊式裹包機主要組成部分
折疊式裹包機主要由電機、電器控制箱、傳動機構、包裝材料供給機構、被包裝物供給機構、包裝執行機構、產品送出機構、機身等部分組成。
(二)折疊式裹包機的基本原理和主要結構
折疊式裹包機一般能自動完成包裝材料、被包裝物供給、折疊裹包封閉及產品排出等主要工序。整機結構有采取機電聯動和機電氣聯動方式;包裝供給由牽引輥筒、牽引輥輪送給、被包裝物供給及排出由環形輸送鏈條上的推進板完成,或由連桿升降機構及作往復運動推板來實現;折邊封閉可根據包裝材料采取粘合劑或直接熱壓封閉方式;折疊裹包采取成型器和折疊導向板來完成。如圖6-5-1、圖6-5-2、圖6-5-3所示。
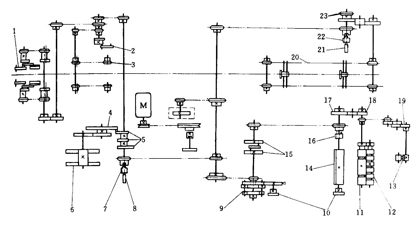
圖6-5-1 折疊式裹包機傳動系統示意圖
1—排出機構;2—取料機構;3—排出推進器;4—間歇機構;5—凸輪;6—回輪塔;7—安全裝置
8—微動開關;9—差動輪系;10—手動手柄;11—下紙滾輪;12—橡膠滾輪;13—小口切刀
14—旋轉切刀;15—變速裝置;16—手動離合器 17、18—交換齒輪;19—橢圓齒輪
20—供料推進器 21—微動開關 22—安全裝置 23—外接自動供料用鏈輪
如圖6-5-1所示,該機動力由電動機(M)獲得,經皮帶傳至減速箱,再經鏈條或齒輪傳至各部位,由電器控制系統控制,從而得到所需速度及動作。
電機啟動、機器工作(圖6-5-2)。經加料輸關帶進入料倉的被包裝物,被推料器從料倉底部依次推出往左運行(ξ),當被包裝物觸動微動開關時,電磁鐵吸合,包裝膜、帶通過一套鏈輪、齒輪及進給輥轉動送下(7)(此前包裝膜及窄帶已被熱封器粘合,并被撕口切刀破成“Ω”形),當包裝膜讓被包裝物推過缺口處約15~20mm時被切刀切下,在繼續往左運行中,包裝膜把被包裝物初步裹包成“𐅝”,推料器沿水平方向將其推入回轉塔體上一個成型盒中,此時被包裝物已有五個面被挾在其間,僅留出一長側面。當回轉塔逆時針方向轉至90°時,回轉塔停止轉動,折疊爪與熱封器對此長側面進行折疊熱封;回轉塔再轉45°時,此成型盒起止回轉180°,位于進料相對水平方向,回轉塔停止運動,卸料器移到成型盒最里面勾出被包裝物往左推送(每當回轉塔轉動45°稍停時,即為位于水平方向上相對的兩個成型盒分別接入或排出一件被包裝物),排料輸送器把包裝物往左推送,在其通過側導板時,側導板將長側面伸出的包裝膜余邊同時分別對前后兩短側面左半部進行折疊;當其通過上折邊板時,被包裝物上側面伸出的包裝膜余邊被向下折疊;當被包裝物通過時,其底面伸出的包裝膜被向上折疊,已完成六面折疊裹包的被包裝物讓排料輸送至兩短側面熱封器Ⅰ進行第一次熱封,最后由機械手將其送至短側面熱封Ⅱ完成第二次加固熱封后排出。
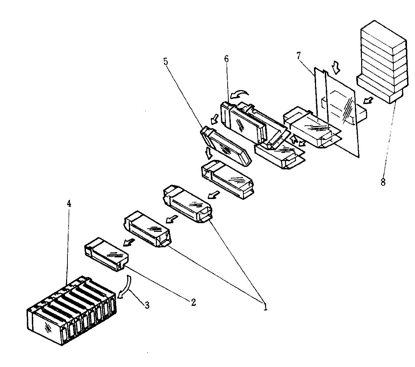
圖6-5-2 折疊式裹包機裹包工藝流程圖
1—兩側面折邊;2—短側面熱封Ⅰ;3—物件翻轉;4—短側面熱封Ⅱ
5—長接口熱封Ⅱ;6—長接口折邊及熱封Ⅰ;7—包裝膜下降;8—被包裝物依次推出
該機主要由加料器、被包裝供給系統、卷軸及包裝膜進給切割部分、回轉塔、長側面折邊及熱封裝置以及卸料器、短側面折邊及熱封裝置、排料機械手等結構組成。簡述于下:
(1)加料器。由料倉、加料輸送帶組成。位于機器右端(料倉能根據被包裝物大小及重量調整適當傾斜角),被包裝物經輸送帶進入料倉后被推料器(圖6-5-3)從料倉底部逐件推出送往回轉塔。
(2)被包裝物供給系統。由裝有推進器作環形運轉的輸送鏈條構成,其節距可根據被包裝物大小設置,一般推進器為5個,其位置如圖6-5-3中15、16所示,其功能是將裁下的包裝膜和被包裝物一并推進回轉塔成型盒中,在推送過程中,包裝膜把被包裝物裹包成形如“𐅝”狀。
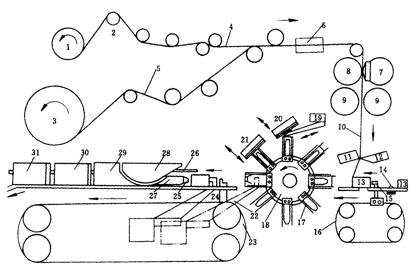
圖6-5-3 折疊式裹包機主要機構布置圖
1—折封窄帶卷;2—導向滾筒;3—包裝膜卷;4—折封窄帶;5—包裝膜;6—窄帶、包裝膜熱封器
7—撕口小切刀;8—承受輥;9—進給輥;10—已粘合膜帶;11—固定切刀;12—旋轉切刀
13—被包裝物;14—微動開關;15—推料器;16—供料機構;17—成型盒;18—回轉塔
19—折疊爪 20—長側面接口折疊爪兼熱封器Ⅰ 21—長側面接口熱封器Ⅱ 22—卸料器 23—排料機構
24—排料輸送器 25—導軌 26—上導板 27—側導板
28—上折邊板 29—下折邊板 30—短側面熱封器Ⅰ 31—短側面熱封器Ⅱ
(3)卷軸部分。包括包裝膜卷軸、折封窄帶卷軸、滾筒系、熱封器等組成,如圖6-5-4所示。
它的功能是當進給輥牽引把帶、膜進給時經熱封器粘合;為了防止包裝膜燒焦,該機設有進給停止機構,當進給停止時,熱封器能自動脫離被熱封薄膜表面。
(4)包裝膜進給及切割部分。由撕口切刀及其承受輥、進給輥、橡膠滾筒、切刀等組成。機器工作時,張緊滾筒松開包裝材料卷上制動器,進給輥轉動帶動包裝膜進給,在相應時刻撕口切刀把窄帶及包裝膜撕成形如“Ω”破口,旋轉切刀把包裝膜切斷,完成膜料進給任務。包裝膜及被包裝物在推進器推動下沿導軌水平方向進入回轉塔成型盒。此部分裝置如圖6-5-3中7~12所示。

圖6-5-4 卷軸部分裝置簡圖
1—折封窄帶卷;2—制動器;3—窄帶張緊輪;4—帶、膜熱封器;5—包裝膜卷
6—制動器;7—包裝膜張緊滾筒;8—膜卷軸;9—寬度調節旋鈕
10—活動壓緊盤;11—位置標牌;12—制動盤
(5)回轉塔裝置。回轉塔通過螺栓和墊圈固定在間歇轉動軸上作45°間歇運轉。主要由回轉體、8只固定座和8個回轉成型盒組成,當被包物尺寸改變時,可更換固定座、側板和板。尺寸改變較大時須重新整體設計,如圖6-5-5所示。
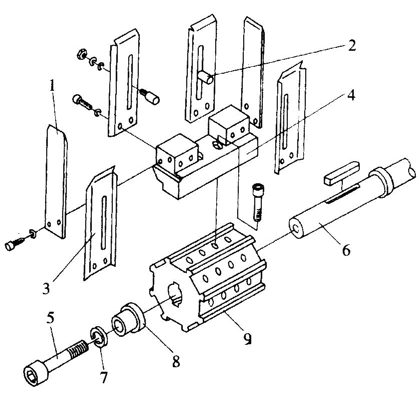
圖6-5-5 回轉塔裝置
1—側板;2—定位器;3—擋板;4—固定;5—螺釘
6—軸;7—墊圈;8—套;9—回轉體
返回目錄頁
|

