|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第四章 封口機械
第二節 封袋機
封袋機是最普遍應用的一種包裝機械,國內能生產這類封口機的廠家有近百個,品種比較齊全,基本上可以滿足國內市場的需求。最常見的封袋機是塑料袋封口機以及編織袋、紙袋、麻袋、布袋等的縫口機。
一、塑料袋封口機
塑料袋封口機是一類量大面廣的封口機械。從封口長度為200mm的小型封口機到封口長度為1200mm的大型封口機,從手壓、腳踏封口機到自動連續封口機,從接觸式加熱的熱板、環帶、熱輥、脈沖、高頻封口到大量接觸式加熱的超聲波、電磁感應、熱風熔焊、輻射熔焊等不同類型的設備均可生產,且產品質量穩定。
塑料袋封口機的種類很多,根據封口時的加熱方式和封合方法的不同,其主要類型、封口方法、工作原理及其特點如表6-4-1所示。
表6-4-1塑料袋封口機分類及工作原理
方式
|
封合方法
|
示意圖
|
工作原理
|
特點
|
適應薄膜
|
接觸式熱封
|
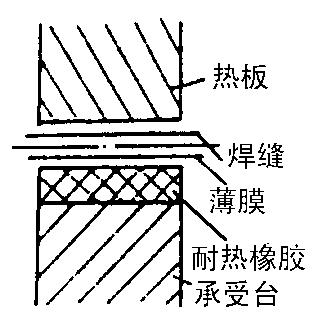
熱板加壓封合
|
示意圖(1)
|
將熱板加熱到預定的溫度,將要封合的薄膜緊壓在承受臺上,使其封合
|
結構簡單,封合速度快
|
聚乙烯類膜,不宜于熱收縮及聚氯乙烯膜
|
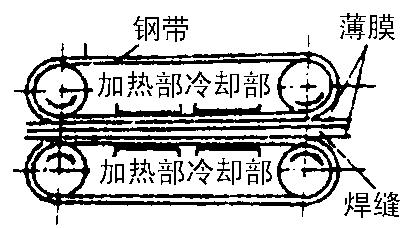
環帶熱壓封合
|
示意圖(2)
|
一副環帶,夾著要封合的薄膜,并在兩側對薄膜加熱、加壓、冷卻,實現封口
|
結構較復雜,能連續工作,用于單個充填袋的封口
|
易熱變形的塑料膜及復合膜
|
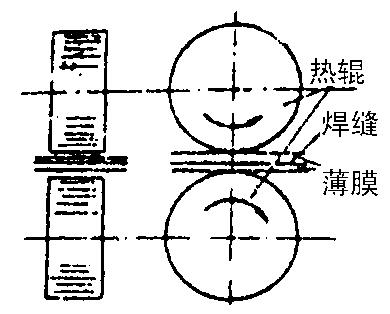
熱輥加壓封合
|
示意圖(3)
|
經過加熱的熱輥(一個或者一對)作對滾運動,需熱封口的薄膜連續通過兩輥之間,即被封口
|
能連續工作,效率高,主要用于制袋
|
復合薄膜
|
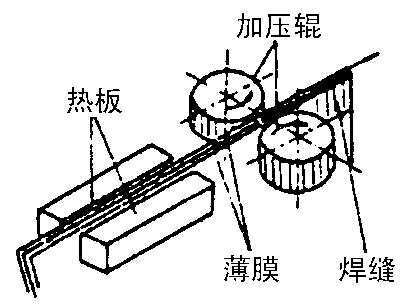
預熱壓紋封合
|
示意圖(4)
|
薄膜先經過一對預加熱的熱板,再經一對相向回轉的加壓輥輪進行壓紋封口
|
結構簡單,能連續工作
|
熱變形較大的塑料膜
|
接觸式熱封
|
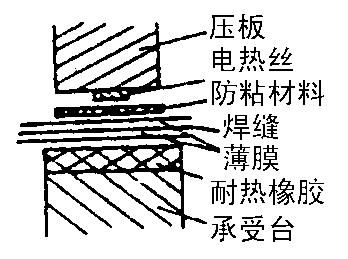
脈沖加壓封合
|
示意圖(5)
|
在薄膜和壓板之間置一扁形鎳鉻合金電熱絲,并通瞬間大電流,使薄膜加熱粘合,然后冷卻完成封合
|
封口質量高,生產效率低,只能間歇工作
|
易熱變形,易受熱分解的薄膜
|
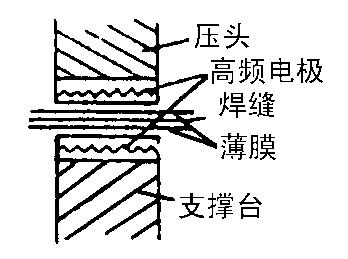
高頻加壓封合
|
示意圖(6)
|
薄膜被壓在上、下高頻電極之間,通以高頻電,薄膜因有感應阻抗而發熱熔化,實現封口
|
內熱加熱,中心溫度均勻,所得封縫強度高
|
聚氯乙烯薄膜,不適于低阻抗膜
|
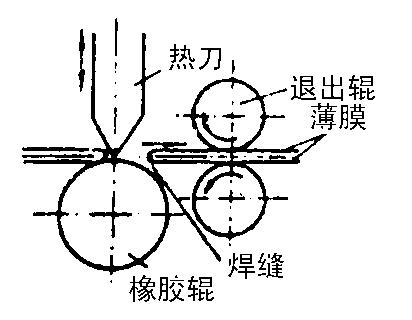
熱力加壓熔斷封合
|
示意圖(7)
|
靠熱力或電熱絲與薄膜接觸時,使薄膜熔斷,同時使上、下兩層薄膜的邊緣粘合在一起,得到封口
|
沒有較寬的封合帶,封口強度低
|
氣密性要求不高的塑膜封口
|
電熱細絲熔斷封合
|
示意圖(8)
|
電熱絲代替切刀,封縫強度較好
|
熱收縮性薄膜
|
非接觸式熱封
|
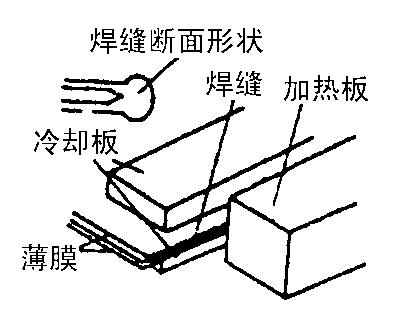
熱板熔融封合
|
示意圖(9)
|
將加熱板向薄膜的封口處靠近,加熱并熔化薄膜邊緣,形成球狀封口
|
封縫強度大
|
熱收縮膜,不適于熱分解性薄膜
|
超聲波熔焊封合
|
示意圖(10)
|
將超聲波發生器發出的超聲波傳到薄膜的封口部位,使其從里向外發熱熔接
|
封口質量好,設備投資費用多
|
聚酯,鋁箔,易熱變形的厚塑料材料
|
輻射熔焊封合
|
示意圖(11)
|
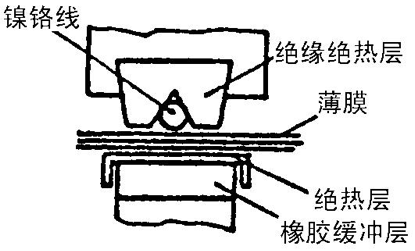
將鎳鉻合金線或者有銳口的金屬片,作為發熱體嵌裝在絕緣體的V型槽中,薄膜受輻射熱而熔斷封接
|
連接封合
|
聚酯薄膜和無紡材料
|
電磁感應熔焊封合
|
—
|
高頻電流輸入線圈,在其周圍產生高頻感應磁場,在薄膜封縫處夾上薄薄一層磁性材料,薄膜在磁場上熔融粘合
|
連續高速封合
|
較厚的聚烯烴材料
|
示意圖(1)
示意圖(2)
示意圖(3)
示意圖(4)
示意圖(5)
示意圖(6)
示意圖(7)

示意圖(8)
示意圖(9)

示意圖(10)
示意圖(11)
表6-4-1示意圖
塑料袋的熱封方法很多,因此在確定封口方法時,需首先考慮選用哪種方法最經濟。一般來說,熱板封合是所有封口方法中成本最低的。當用此法熱封出現粘接熱封板或污染熱封板時,可用聚四氟乙烯涂覆或浸漬熱封板,或用硅油定期擦拭熱封板。另一種辦法是在熱封板和包裝材料之間加防粘接材料。如上述方法都無法解決粘接問題,則應改用脈沖封合。對于單層薄膜可試用熱金屬線、熱力或輻射熱的封口方法。在其他封口方式都不能理想封口的時候,可考慮選用超聲波封口,超聲波封口設備的投資較高。
熱封方法的選擇還與所用的包裝材料有關。表6-4-2給出了幾種常用熱封方法與包裝材料之間的適用關系。
表6-4-2常用熱封方法與包裝材料的適應關系
薄膜種類\熱封性\熱封方法
|
熱板封
|
脈沖封
|
高頻封
|
超聲波封
|
紅外線封
|
熱封溫度范圍/℃
|
低密度聚乙烯
|
○
|
○
|
×
|
○
|
○
|
121~177
|
高密度聚乙烯
|
○
|
○
|
×
|
○
|
○
|
135~155
|
無延伸聚丙烯
|
○
|
○
|
×
|
○
|
△
|
163~204
|
雙軸延伸聚丙烯
|
△
|
○
|
×
|
○
|
△
|
99~129
|
聚苯乙烯
|
×
|
○
|
×
|
○
|
△
|
121~163
|
硬質聚氯乙烯
|
△
|
○
|
○
|
○
|
△
|
127~205
|
軟質聚氯乙烯
|
×
|
△
|
○
|
|
△
|
93~177
|
聚乙烯醇
|
△
|
△
|
△
|
△
|
△
|
160~182
|
雙軸延伸聚酯
|
×
|
△
|
×
|
○
|
△
|
135~204
|
聚碳酸酯
|
×
|
△
|
×
|
○
|
|
204~430
|
尼龍
|
△
|
○
|
△
|
△
|
△
|
177~260
|
防潮玻璃紙
|
△
|
△
|
—
|
△
|
—
|
—
|
注:○好;△一般;×不行
熱封除根據材料不同而選擇不同方法外,要保證封口質量,還要考慮溫度、壓力、時間,這是影響封口質量的三大要素。熱封溫度過低,封口部位塑料膜不能全部熔融,即使經過壓合所得封縫強度較低;如熱封溫度太高,薄膜過熱易產生變形,嚴重時會燙穿薄膜。因而熱封溫度要根據表6-4-2所示各種薄膜的熱封溫度范圍來調節。在壓力一定時,熱封時間與熱封溫度的對應關系為:溫度升高,加熱時間可相應縮短,加熱時間短,薄膜即可少受熱變形,又可提高生產效率。因此,封口的加熱時間應設計為可調的。熱封的同時施以壓力可增加封接處的粘合強度,但壓力過大會事與原為,造成接縫處薄膜變薄,強度削弱。
返回目錄頁
|

