|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第二章 計量充填機械
第四節 計數式充填機
計數定量的方法分為兩大類:第一類是被包裝物品具有一定規則的整齊排列,其中包括預先就具有規則而整齊的排列和經過整理的排列,然后再對這些排列進行計數;第二類是從混亂的被包裝物品的集合體中直接取出一定個數。
一、被包裝物品呈規則排列的計數機構
這類機構常見的有長度、容積、堆積等幾種計數型式。
(1)長度計數機構(圖6-2-23)。常用于餅干包裝云片糕包裝、茶葉裝盒后的第二次大包裝等。計量時,排列有序的物品經輸送機構送到計量機構中,當行進物品的前端觸到計量腔的擋板5時,擋板上的微動開關4動作,橫向推板3將一定數量的物品送到包裝臺上進行包裝。
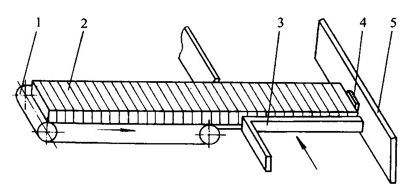
圖6-2-23 長度計數機構示意圖
1—輸送帶;2—被包裝物品;3—橫向推板;4—微動開關;5—擋板
(2)容積計數機構(圖6-3-24)。通常用于一定等徑、等長類物品的包裝。其工作過程是:物品自料斗1下落到定容箱3內,形成有規則的排列。當定容箱3充滿時,即達到了預定的計量數時,料斗1與定容箱3之間的閘門2關閉,同時定容箱3底門打開,物品就進入包裝盒。包裝完畢后,定容箱底門關閉,進料閘門又打開,如此周而復始。
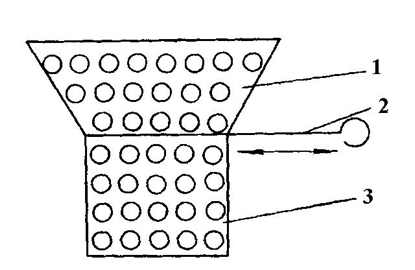
圖6-2-24 容積計數機構示意圖
1—料斗;2—閘門;3—定容箱
(3)堆積計數機構(圖6-2-25)。包裝時,計量托體與上下推頭協同動作,完成取量及大包裝工作。首先托體1作間歇運動,每移動一格,則從料斗2中落送一包至托體1中,托體移動4次后完成一大包的計量充填。這種機構主要用于幾種不同品種的組合包裝。

圖6-2-25 堆積計數機構示意圖
1—托體;2—料斗;3—被包裝物品
二、被包裝物品呈雜亂形狀的計數機構
這類機構主要用于顆粒狀、塊狀物品的計數。常用的有轉盤、轉鼓、推板等型式。
(1)轉盤計數機構(圖6-2-26)。包裝時,定量盤2轉動到其上的小孔與料斗1底部接通,料斗中的物料落入小孔中(每孔一顆)。定量盤上的小孔計數額分為三組,互成120°方位。當定量盤上的小孔有兩組進入裝料工位時,另一組在卸料工位卸料,物品通過卸料槽3充入包裝容器中。
質量盤在由上而下移動時,操作工通常可以清楚觀察到。因此很容易檢查所有孔是否都充填有物品以及物品是否破碎或損壞。
盤上孔的布局可以一次充填一個或幾個容器。容器的移動也可調整以便進行二次充填,這就可以使幾組孔的物料充填入較大的容器。例如每次充填50個物品,充填二次每瓶就有100個物品。
當物品尺寸變化或每次充填數量改變時,可以換上有合適尺寸形狀的盤來代替轉盤,物品通過振蕩等方式進入板孔。板盤移動帶走物料,然后物料經過槽進入容器,還有的在物料區下面裝有閥門,閥門打開時就傳送物料。
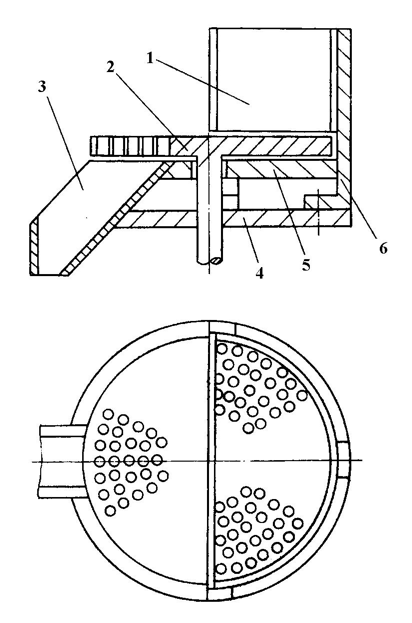
圖6-2-26 轉盤式計數機構示意圖
1—料斗;2—定量盤;3—卸料槽;4—底盤;5—卸料盤;6—支架
(2)轉鼓式計數機構(圖6-2-27)。轉鼓運動時,各組計量孔眼在料斗中搓動。物品靠自重充填入孔眼。當充填物品的孔眼轉到出料口時,物料靠自重落入包裝容器中。這類計數機構主要用于小顆粒物品的計數。
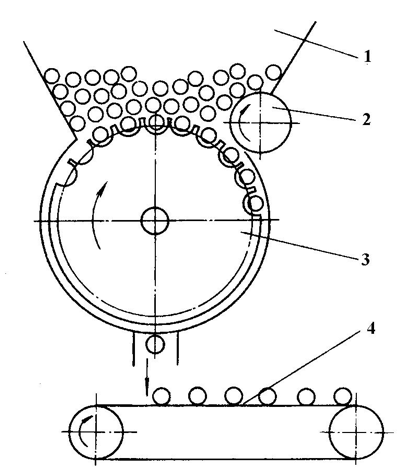
圖6-2-27 轉鼓式計數機構示意圖
1—料斗;2—撥輪;3—計數轉鼓;4—輸送帶
(3)推板式計數機構(圖6-2-28)。開始時推板1自右向左移動,孔眼逐個通過料箱供料口,一旦孔口對正,物料就落入推板1孔眼中。繼續向左推移推板,彈簧2受到越來越大的壓力,當彈簧彈力足以克服漏板4的摩擦阻力時,推板、漏板及彈簧一起左移,直到被擋塊5擋住。此時漏板孔恰好正對供料槽孔。推板再向左移,就會出現三孔對齊的狀態,于是推板孔眼中的物品各自落入包裝容器中。
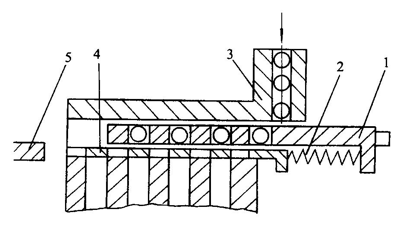
圖6-2-28 推板式計數機構示意圖
1—推板;2—彈簧;3—供料槽體;4—漏板;5—擋板
三、計數式充填機的應用范圍及選用原則
長度計數機構主要用于長度固定的一些產品的計數充填,如餅干、藥片、墊圈等。主要用在食品、化工等行業。其選用原則是被包裝物品的長度固定。容積計數機構通常用于一定等徑、等長類物品的包裝。容積計數機構結構簡單,但計量精度較差,主要用于低價格及計數允許偏差較大的場合,如鋼珠等,其選用原則是被包裝物品能夠形成規則的排列。堆積計數機構主要用于糧食、化工、水泥等行業的大袋計數。以上三種計數機構均屬被包裝物品呈規則排列的計數機構。而對于顆粒、塊狀等呈雜亂狀排列的物品的計數則用轉盤、轉鼓及推板的形式。其中轉鼓式計數機構主要用于規則顆粒物品的集合包裝計數。
返回目錄頁
|

