|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十二章 塑料中空容器加工機械
第三節 注射吹塑成型機
一、應用范圍
注射吹塑成型機可用來吹塑成型幾毫升至1000毫升(最大可達4L)的塑料中空制品。塑料原料有PVC、PE、PS、SAN和PC等。此法生產的制品尺寸精確,質量有保證,強度高,特別是封口尺寸精度極高,可用來包裝化妝品,醫藥品和食品。這種包裝品,因為密封性好,貨架期比同類擠吹制品長,因而目前在國內已逐步被推廣應用。
二、基本原理和主要結構
(一)基本原理(圖6-12-11)
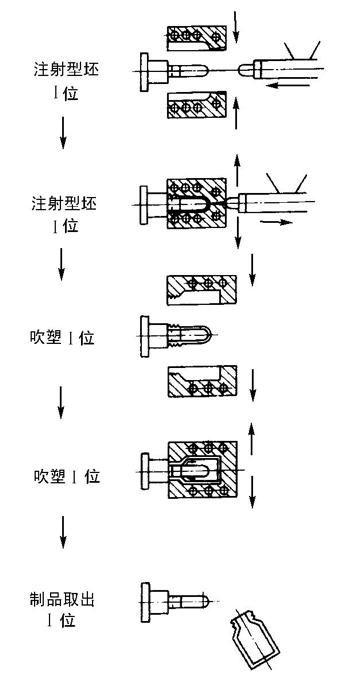
圖6-12-11 注射吹塑工作原理圖
注射吹塑是一種用注塑和吹塑相結合生產中空容器的方法,它是一個從注塑階段轉到另一個吹塑階段的成型方法。生產過程中,由注射裝置將熔融的物料在高壓下注入注塑模內,形成特定的型坯。開模后,型坯保留在芯棒上,保持一定的溫度,再通過機械傳動轉送型坯,使之置入吹塑模內,合模后利用芯棒內通道引入0.2~1.0MPa的壓縮空氣吹脹,使型坯按吹塑模型腔形狀成型,同時迅速冷卻,脫模后即可得到制品。
因此注射吹塑成型工藝過程可分為三個階段:
1.注塑成形
首先是將熔融物料注入一個置有芯棒的注射模型腔里,在此型坯按要求局部完全或不完全冷卻,并收縮在芯棒上,形成粘彈性的預塑型坯。
2.吹塑成形
當芯棒帶著預塑型坯轉送至吹塑工位后,被模具夾緊,此時經芯棒芯部通道通入壓縮空氣,于是型坯在空氣壓力作用下,從芯棒壁上分離,被吹脹,直至吹塑模腔輪廓為止,并經冷卻成為制品。
3.制品脫模
附在芯棒上的成型制品轉送至脫模工位后,被從芯棒上頂出落下或被直接送至包裝工位。
(二)主要結構
無論是按何種結構分類的注射吹塑成型機,其結構基本上均由注射裝置、注射和吹塑合模裝置、制品取出裝置、液壓傳動及氣動系統、型坯轉送裝置、電氣控制系統以及機架模具(包括模溫控制系統及冷卻系統)等方面組成。
圖6-12-12所示為注射吹塑成型機。其為臥式安裝,回轉臺水平回轉,3個工位。這是目前最流行的注射吹塑成型機的結構型式。

圖6-12-12 注射吹塑成型機
1—罩門;2—電氣控制箱;3—注射裝置;4—液壓氣動系統
1.注射裝置
與普通注射機注射部分的結構類似。塑料在機筒筒里熔融塑化后,在一定的壓力下注入注射型坯模,成型型坯。型坯模一般采用一模多腔型式,因此注射裝置還需配一套熱流道系統,其噴嘴必須與模具型腔相對應。
2.注射合模裝置
與立式注射機合模裝置相似,下模板固定,上模板在垂直方向上上下移動,使安裝在模板上對半開的模具閉合或開啟。合模油缸和一套曲軸連桿機構提供足夠的合模力,以保證注射成型型坯時,鎖緊模具。模板尺寸應保證有足夠的安裝模具的位置。移模行程必須保證模具開啟時,帶著型坯或制品的芯棒自由地進行轉送。芯棒水平安裝在回轉盤上,合模時位于半開模具的分型面上,要求有嚴格的定位。
3.吹塑合模裝置
模板的安裝方式、模板尺寸、移模方式和移模行程等應盡可能地與注射合模一致或相匹配。由于吹塑所需的合模力不大,因此采用液壓直壓式合模機構,提供必須的合模力,保證吹塑成型。
4.制品取出裝置
采用氣缸帶動連桿驅動推料板頂落制品的結構方式。
5.回轉臺裝置
圖6-12-13所示為注射吹塑成型機回轉臺結構原理示意圖。它由油缸、齒條、齒輪、芯軸、離合器、氣缸、回轉盤、定位銷及配氣配油體等組成。回轉盤上裝有模具芯棒。圖6-12-14所示為常用的模具芯棒結構型式。
如圖6-12-13所示油缸4驅動齒條5帶動齒輪使回轉盤7回轉,轉送模具芯棒6至要求工位。氣缸1使芯軸上下移動,帶動回轉盤7上升或下降。上升時,離合器3嚙合,可使回轉盤7轉過一定角度;下降時,離合器脫開,油缸復位,齒輪空轉。定位銷定位,這時可同時進行注射模合模、吹塑模合模及制品頂出。配氣配油體的作用是在適當的時候,通過回轉盤通道向模具芯棒提供吹塑氣壓和始終向模具芯棒提供載熱油體,以控制芯棒溫度。
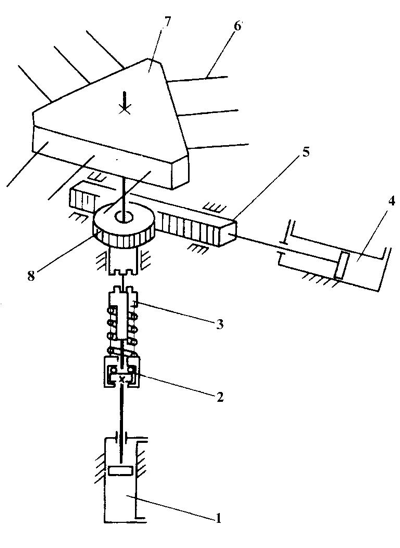
圖6-12-13 回轉臺裝置結構示意圖
1—氣缸;2—推力軸承;3—離合器;4—油缸;5—齒條;6—芯棒;7—回轉盤;8—齒輪
6.液壓傳動、氣動系統及電控程序系統
采用電液氣聯合控制整機動作程序。電控方面采用可編程序控制器(PC)進行程序編排和控制。液壓系統采用雙聯葉片泵,提供13.72MPa壓力和三級流量的壓力油作動力,通過液壓元件驅動注射裝置的各執行元件動作,包括預塑、注射及防流涎、整體前進和后退等,以及回轉臺回轉及復位、注射合模及吹塑合模裝置的啟閉等動作。氣動系統要求氣源提供0.98MPa以上的壓力氣體,通過氣壓元件操縱回轉臺升降、制品取出、型坯吹塑等動作。
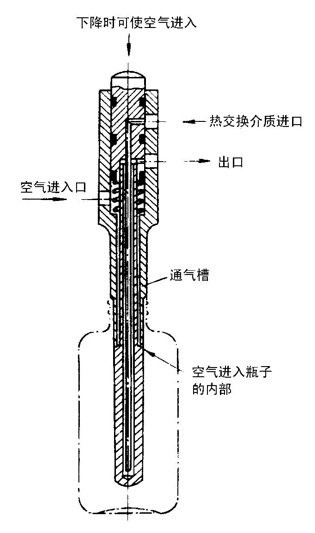
圖6-12-14 模具芯棒結構簡圖
7.安全保護裝置
注射吹塑成型機成型部分設有安全罩門防護,門上裝有安全開關,當門開啟時,程序不工作。此外,當制品轉送至制品取出工位,因為是廢品或其他原因不能從芯棒上頂落時,在芯棒帶它向注塑工位轉送時,將觸動另設的微動開關,使機器停止工作。
三、輔助設備及選用原則
注射吹塑成型機一般需備有下列輔助設備。
(一)模溫控制系統
由多個模溫控制器提供不同溫度的熱介質,分別對模具芯棒及注射型坯模的型腔各段(頸部除外)進行溫度控制,以保證吹塑工藝對型坯各段的溫度要求。
(二)冷卻系統
一般是采用冷凍機提供5~10℃過冷水(也可直接用自來水)對注射模瓶預部分以及吹塑模進行冷卻。
(三)空氣壓縮機
為了保證機器氣動動作的正常進行,以及保證吹塑所需的氣壓,一般要配備1臺足夠排量的,壓力在10MPa以上的空壓機。
(四)吹塑空氣凈化裝置
為使塑料容器內壁免受不潔空氣污染、注射吹塑成型機一般還配備1臺一定容量的冷凍式壓縮空氣干燥機。
返回目錄頁
|

