|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十一章 金屬容器加工裝備
第三節 電阻焊三片罐輔助裝備
本單第2節已介紹了電阻焊三片罐成套裝備的工藝流程,用戶可根據不同用途的金屬包裝罐,選用相應的制罐設備,為了組成生產線,在主要設備選定后,需用輔助設備將罐輸送到各道工序。本節介紹的輔助設備,主要指各工序間聯接所需的升運機、輸送機及導籠等。
一、升運機
(一)選用原則
當完成罐身焊接、補涂、烘干工序后,需選用一定高度的升運機,將罐身升運到輸送機上,然后通過導籠將罐身從高處向低處流向下道工序(倒翻邊)。翻邊工序完成后,需選用一定高度的升運機,將罐身再升運到輸送機上,通過導籠將罐身轉送到下道工序(倒封罐)。用戶可根據不同工藝流程,選用不同高度、不同數量的升運機,以完成工序間的周轉。
(二)基本原理和主要結構
升運機基本原理是將罐身通過輸送帶提升到一定高度,經導籠流入輸送機。因結構不同,其具體原理亦不同,目前常用的有二種原理、三種型式。
1.磁性帶式弧型升運機
罐身軸向送至輸送帶,其上端為弧型,輸送帶背面裝有永久磁鐵,可吸住罐身。輸送帶通過電機、鏈輪、漲緊輪貼在磁鐵盒表面向上運動,完成罐身升運工作。
2.夾持式提升式(圖6-11-3)
罐身由導籠滾入磁性導輪,通過磁性導輪的磁力與柔性鋼帶的承托,將罐身送到兩平行向上運動的皮帶中,靠皮帶夾持力將罐身提升到一定高度,再通過導籠流入輸送機或下道工序。主要用于細長罐升運。
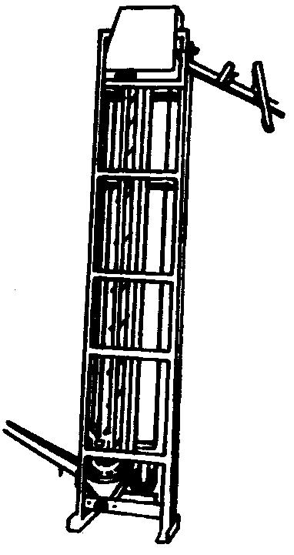
圖6-11-3 夾持式提升機
3.磁性帶式直型升運機(圖6-11-4)
罐身由上道工序滾入磁性圓盤,圓盤靠直型輸送帶傳動,輸送帶背面裝有永久磁鐵,吸住罐身。輸送帶將罐身輸送到上端,上端裝有圓盤及護欄,強迫罐身改變方向,流入輸送槽。
升運機的原理雖有不同,但主要結構大致相同。主要由機架、漲緊、傳動、輸送、潤滑、電氣等部分組成。

圖6-11-4 磁性帶式型升運機(輸送機)示意圖
1—磁性帶式型提升機;2—折形式輸送槽;3—四頭翻邊機
二、輸送機
(一)選用原則
當金屬罐各工序間需聯接、輸送、貯存時,選用輸送機。輸送機與升運機配套使用。
(二)基本原理和主要結構
輸送機基本原理是將罐身經升運機提升到一定高度后,通過導籠流入輸送機,然后再分送到下道工序。由于結構不同,輸送罐身的具體原理亦不同,目前常用的有二種原理、三種型式。
1.雙層環行式輸送機
當罐身由提升機升運到輸送機后,罐身立在環行輸送機的無接頭銅絲繩上,銅絲繩在導槽內滑動,兩側有護板擋著罐身側面,并在電機帶動下帶著罐身平移,需轉入下道工序時,通過擋塊將罐身推送到導籠,罐身由高向低滑至下道工序。主要用于高速生產線中。
2.折形式輸送槽(圖6-11-4)
當罐身由提升機升運到輸送槽上端,罐身靠自重沿著有傾斜角度的槽,由高向低滾動,到轉折處,改變滾動方向,一直滾勸到下道工序。該機不需動力,主要用于低速生產線中。
3.鏈條式貯運機
該機采用雙排鏈條,鏈條上放有小平臺,罐身立于小平臺上被鏈條帶動完成貯運工作。主要用于細長罐貯運。
輸送機的原理雖有不同,但主要結構大致相同。主要有機架、傳動、輸送、護欄、電氣等部分組成。
返回目錄頁
|

