|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十章 瓦楞紙板及紙箱加工裝備
第六節 彩印包裝裝備
隨著包裝行業的發展,對包裝的要求也越來越高。紙箱包裝不僅意味著運輸包裝,精美的細瓦楞內包裝一枝獨秀,異軍突起,許多包裝廠都紛紛上馬。
發展彩印包裝首先必需具備制作細瓦楞(E型瓦楞)的設備,當然還要有制作漂亮彩面的膠印機、復膜機、磨光機等。彩面復合在單瓦楞紙板上面是靠全自動復面機來完成的。面模切機是把彩色瓦楞紙板加工成各種形狀的紙板,然后粘合成各種異形彩色包裝盒。
一、E型瓦楞機
由于E型瓦楞齒高只有1.1~2mm,如果用有導爪瓦楞機來制作很困難,導爪很難調整,一不小心就會出現大量的廢品。因而一般應該采用無導爪瓦楞機來生產。
二、自動復面機
彩印面紙需復合在單瓦楞紙板上,靠手工復合質量差,效率低,因而需用自動復面機完成。
自動復面機(圖6-10-25)是由上給紙部、下送紙部、同步傳送部、涂膠部及壓力傳送部組成。上給紙部1通過給紙臺升降裝置自動輸紙裝置及前送紙裝置將彩色面紙一張接一張連續輸送到傳送部。下送紙部2通過曲柄搖桿裝置帶動工作臺的上下和前后運動與氣路配合,將堆放在工作臺面上的一疊瓦楞紙板一張接著一張地連續送入輸送部。同步傳送部分別連接上、下送紙部與涂膠部相連接,它是靠鏈鉤將上、下通道的面紙和瓦楞紙板精確而同步地送入涂膠部。涂膠部由下、下進紙裝置、涂膠裝置及復合裝置等組成。瓦楞紙板在此處上膠后與面紙復合后被送到壓力傳送部。壓力傳送部由上、下傳送帶及若干輸送輥組成,膠合后的紙板進入傳動帶中,并在上輸送輥的壓力作用下,使剛膠合后的紙板粘結得更牢。
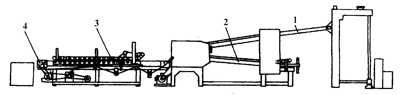
圖6-10-25 自動復面機示意圖
1—上給紙部;2—下給紙部;3—加壓帆布;4—輸出架
三、模切機
由于盒形各異,結構復雜,紙箱成型機上不能完成模切工作,只能在模切機上完成。
模切工藝的原理是在模切機的模版上,按照紙盒設計的展開圖嵌裝刀片和嵌線。通過模版的往復運動或者裝有模版的輥筒的圓周運動,把送入刀片和嵌線與平臺或下輥之間的紙板模切成預定的形狀,并同時壓出線痕。除去加工后紙板上的切屑,便可粘接或釘接成需求的成品。
模切機的結構可分為平壓平、圓壓平和圓壓圓三種。
(一)平壓平模切機
平壓平模切機(圖6-10-26)主要由機座(與版臺相連)、壓力平臺(擺動顎)和傳動系統三大部分組成。裁切鋼刀和嵌線先按紙盒展開圖形狀,嵌裝在一塊帶框的鋼制模版1上,然后將裝好刀和嵌線的模版裝在機器的版臺上,通過偏心曲柄連桿機構3,使壓力平臺作開合往復運動,沖切放在兩個平臺之間的紙板。紙板的送進和取出是靠人工,第一循環可加工一塊紙板,沖切速度約25~35次/min。機上裝有安全護桿及急停按鈕。
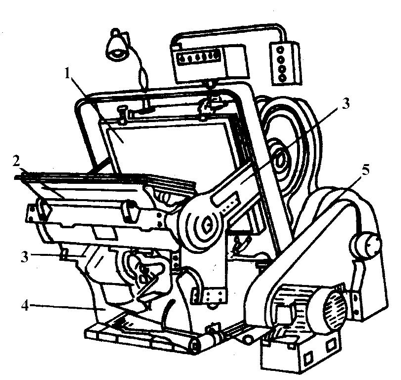
圖6-10-26 模切機示意圖
1—模版;2—壓力平臺;3—曲柄連桿機構;4—機架;5—傳動機構
現已較多地采用一種自動平壓平模切機用于大規模生產(圖6-10-27)。該機包括送紙、沖切、排屑和出紙堆積四部分。將紙板放上工作臺后,由曲柄連桿機構帶動送紙機構1把紙板勾入送紙輥。紙板被間歇運動的、帶有6只鐵夾的夾持棒帶入沖切機構3裁切。裁切后,排屑機構動作,排除紙屑,上模隨即上升,出紙機構4的夾持棒夾子就將紙板提出,送往堆積。
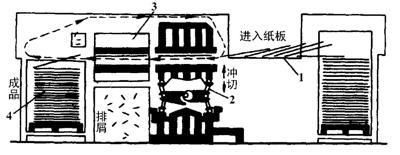
圖6-10-27 自動平壓模切機示意圖
1—送紙機構;2—沖切機構;3—排屑機構;4—成品
(二)圓壓平模切機
圓壓平模切機版臺嵌裝在往復運動的平臺上(圖6-10-28),工作臺上的紙板由裝在平臺上方的、連續旋轉的輥筒夾α,并由輥筒加壓,完成模切動作。沖切好的紙板送出由人工取下。由于一半是空行程,所以生產效率較低,每分鐘模切次數約40次。
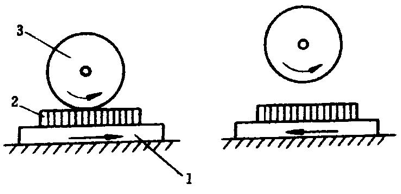
圖6-10-28 圓壓平模切機工作原理示意圖
1—模版;2—紙板;3—輥筒
(三)圓壓圓模切機(圖6-10-29)
圓壓圓模切機工作時,紙板放在工作臺上,用鏈條或彈踢送紙機構將紙板送入上下兩個大直徑輥筒之間。其中一個輥筒裝有模切刀和壓痕嵌線;另一輥為砧座,紙板通過其間,便被模切成需要的形狀。該機采用無級調速、電磁計數、光電氣動聯合控制,用于紙板和3層、5層瓦楞紙坯的加工。能一次完成分紙、壓線、切角、開槽等工序。可加工標準紙箱,也可以加工折疊紙盒。
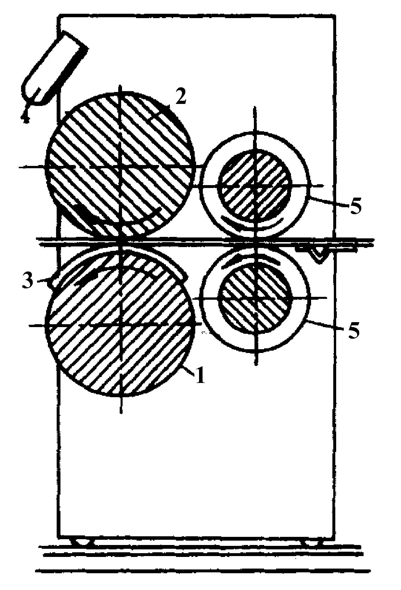
圖6-10-29 圓壓圓模切原理示意圖
1—模板安裝輥;2—砧輥;3—模板;4—加壓裝置;5—夾送輥
返回目錄頁
|

