|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十章 瓦楞紙板及紙箱加工裝備
第三節 瓦楞紙板自動化生產裝備
(三)“加壓氣墊式”無導爪瓦楞機
“加壓氣墊式”無導爪瓦楞機(圖6-10-14)是采用下瓦楞輥接觸的芯紙背部用加壓空氣使之附于下瓦楞輥表面的辦法,來代表導爪。其他結構類同于“真空吸附式”無導爪瓦楞機。
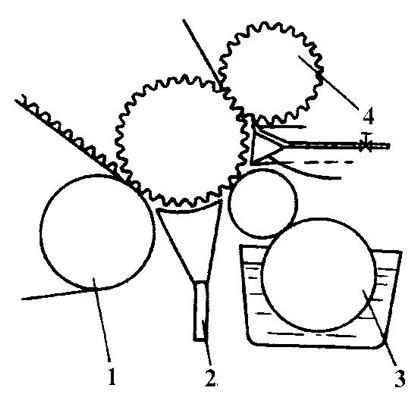
圖6-10-14 “加壓氣墊式”無導爪瓦楞機示意圖
1—壓力輥;2—壓縮空氣裝置;3—上漿裝置;4—瓦楞輥
(四)三層預熱機、預熱缸、預處理器
三層預熱機主要由上、中、下三個通有蒸汽的預熱輥組成。每個預熱輥的進紙側裝有引紙輥(圖6-10-15),另一側裝有可調節包角的送紙輥。三輥可分別加熱由2個瓦楞機生產的單瓦楞紙板及一張面紙,目的是使紙板溫度均勻,提高紙板的粘結強度。預熱缸和預處理器分別用來加熱瓦楞機中的底紙和瓦楞芯紙。

圖6-10-15 預熱裝置示意圖
1—引紙輥;2—預熱輥;3—送紙輥
(五)裱糊機(圖6-10-16)
裱糊機位于三層預熱機和雙面機之間,將2個單瓦楞紙和面紙再次進行預熱,均勻地上漿,以確保經過雙面機后得到優質紙板。由瓦楞機軋制的單瓦楞紙板由橋架輸送,經三層預熱機進入裱糊機預熱輥1繼續加熱,然后在導輥3的引導下,由上膠輥5對單面瓦楞紙的齒頂部上漿。為保證上漿均勻,配有定量輥裝置7及壓輥4。定量輥中有偏心調節裝置,可調節定量輥與上膠輥之間的間隙,以控制上膠量適中,并設有定量輥與上膠輥的平行度調節裝置,以確保上膠輥帶膠均勻。壓輥4與導輥3由氣缸控制上下,以保證瓦楞頂端涂有均勻漿料,并裝有壓輥與上膠輥間平行度調整裝置,以確保楞齒頂部上膠均勻。位于定量輥頂端的可調刮刀8及時地刮去定量輥上的漿液。上膠輥表面帶有規則的凹坑,以使上膠均勻和降低耗膠量。
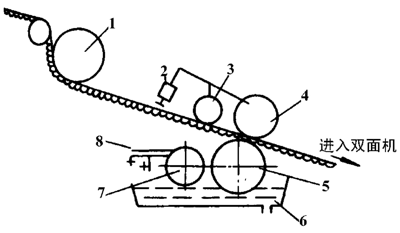
圖6-10-16 裱糊機工作原理圖
1—預熱輥;2—氣缸;3—導輥;4—壓輥;5—上膠輥;6—膠料容器;7—定量輥;8—刮刀
(六)雙面機
雙面機位于裱糊機之后,將通過裱糊機的1張或2張單面瓦楞紙板及面紙粘結干燥,并冷卻形成3層或5層紙板。由于燥部(包括蒸汽管路系統)和冷卻部(包括帆布傳動箱)組成。干燥部有18塊平板干燥箱,58根壓平輥和蒸汽管路系統組成,共分成3組,并可根據需要調節各組溫度。冷卻部主要由傳動箱體及24根壓平輥組成。瓦楞紙板借助輸送毛毯通過干燥部和冷卻部成為干燥平整的5層或3層瓦楞紙板。為提高毛毯的壽命及減少紙板損傷,設有毛毯自動提升裝置和毛毯跑偏調整裝置。
(七)縱切壓痕機
縱切壓痕機起分切、壓痕、切邊的作用。最多時可由4組分切刀、6組壓痕輪同時工作,可對紙板進行裁切。該機有2組刀具,一組在工作時,另一組刀具可在不停機的情況下調整下批生產紙板所需的規格尺寸。
縱切壓痕機主要由機架、傳動箱、翻轉工作臺組成。左右兩側機架支承回轉工作臺,主傳動系統將動力通過傳動箱傳入回轉工作臺的旋轉軸。回轉工作臺共有8根轉軸,每4根一組,其中2根安裝壓痕刀具,2根軸安裝裁切刀具。刀具可在軸上作軸向移動,以便根據紙板的工藝尺寸進行調整。刀具固定軸除了作旋轉運動外,還可作相互遠離和接近的調整,以便調節壓痕深度和更理想地裁切紙板。
(八)雙刀輥橫切機
1.機械控制橫切機
在自動化生產線中,為了在紙板切斷的瞬間,也就是切刀刃口咬住紙板的瞬間,不使紙板拱起或撕裂,就必須保證紙板行進速度與切刀刃口的線速相等。采用雙輥刀橫切機就能實現這種運動。
雙輥刀橫切機機構有兩個特點:其一是有2個橫切刀輥借齒輪嚙合連在一起。兩把橫切刀呈螺旋形安裝或呈傾斜直線安裝,這使得在切割過程中,兩刀的刃口不是在整個幅寬上同時接觸,而是從幅寬的一端到另一端逐漸接觸剪切,以降低瞬時的剪切功率和改善剪切質量。其二是具有同步機構,即周期性變速系統,使得:①上下切刀同步接觸,以切出要求的紙板長度;②在切割時間內,上下切刀的刀刃線速度等于紙板的行進速度。
由于雙輥刀橫切機構有這樣的同步性特點,其傳動系統比較復雜。同步機構由雙曲柄機構實現的。
切紙長度由無級變速器控制。
2.電腦橫切機
機械控制的橫切機結構比較復雜,隨著無級變速器中齒式帶的磨損,切紙精度就會受到影響。且變換規格時間較長。因而這種類型的橫切機將逐漸被電腦橫切機取代。電腦橫切機的機械結構較簡單,由上下刀輥及傳動齒輪構成。用光柵檢測紙板運行速度,用電腦控制小慣量直流電機以控制刀輥的角速度。切紙精度在±1mm之內。可輸入并記憶200組訂單,具有任意輸入、更正、換單、取消追加及加減次品功能。最高裁切速度達180m/min,電機功率37kW。
(九)自動堆積機
經過2臺橫切機切斷后的紙板通過輸出架送往2個通道。一路至橫向堆積輸出,一路直行送往升降式堆積處。紙板在堆積過程中升降裝置自動上升,保證紙板連續堆積。紙板堆到一定高度后升降架自動上升到最高處停留若干時間,同時氣缸動作,下擋板自動翻起成斗狀。此時輸送帶上的紙板落入斗內。待堆積的紙板移去后,升降架降下,斗內紙板落入堆積處,如此循環往復。
(十)制糊裝置(圖6-10-17)
制糊裝置由制糊機、貯存罐和輸送管道組成,制糊機由載體罐和主體罐組成。制成的生漿通過漿泵送入貯存罐,貯存罐內的漿料供與瓦楞機、裱糊機,并與之循環。
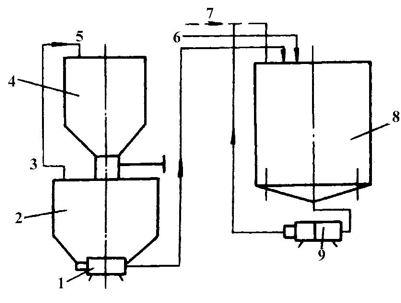
圖6-9-17 制精裝置
1—泵;2—主體罐;3—水管;4—載體罐;5—水管
6—回漿管;7—送漿管;8—貯存罐;9—泵
(十一)其他設備
1.橋架輸送裝置
工序間儲存輸送橋架是對工組單面瓦楞機軋制的單瓦楞紙板進行引導和工序間儲存的過渡裝置,對紙板的粘合、挺度、強度起著一定的作用。橋架的蓄紙量對整線的車速調整起緩沖作用。橋架上單瓦楞紙板的撓曲狀態,可增加2層紙幅間的附加力。單瓦楞紙板在橋架上緩慢地行進中,含有的水分可得到充分的散發。橋架上裝有張力控制機構和紙幅調偏裝置。
2.主傳動裝置
主傳動裝置是整條生產線中“干部”單機的動力來源,它把動力傳入雙面機、縱切壓痕機和橫切機的傳動部分,并和“濕部”相銜接,使紙板在這些單機上同步運行不致產生紙板堆積或脫節現象。主傳動裝置由電機、帶傳動裝置、減速器、總軸、離合器等部分組成。

圖6-10-18 制糊工藝流程圖
返回目錄頁
|

