|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十章 瓦楞紙板及紙箱加工裝備
第三節 瓦楞紙板自動化生產裝備
一、用途和工藝流程
單面瓦楞紙板生產線生產的單瓦楞紙板的質量比傳統的手工單機生產的瓦楞紙板大大地提高了一步,但它必盡還要經過人工裱糊復合成3層或5層紙板,含水量無法控制,影響了紙箱質量,因而必將被自動化生產線取代。
卷筒紙經自動生產線可連續加工成3層或5層瓦楞紙板,不需再進行復合,可直接進入下道工序。
自動化生產線的工藝流程如圖6-10-9所示。
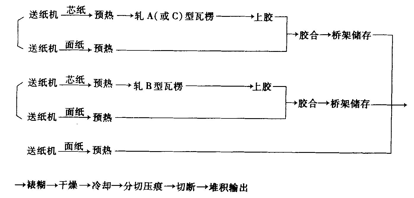
圖6-10-9 瓦楞紙板自動化生產工藝流程圖
二、關鍵裝備
自動生產線由2臺瓦楞機、2臺預熱機、2臺預處理器、5臺送紙機、1臺3層干燥器、1臺裱糊機及橋架組成了“濕部”。1臺雙面機、1臺縱切壓痕機、一高一低2臺橫切機、自動堆積機及1套主傳動裝置組成了整條生產線的“干部”。
(一)送紙機
在單面瓦楞紙板生產線中使用的是有軸送紙機,但在自動化生產線中生產速度快,有軸送紙機不再適用,采用的是無軸機械頂針式送紙機或液壓頂針式送紙機。其中液壓送紙機操作方便、無噪音、承重力大、過載保護可靠而獨居鰲頭。
液壓送紙機主要由液壓系統,擺臂(包括擺臂導向軸)及頂針等組成。液壓系統主要是提供壓力油給液壓缸,作為主要動力源。擺臂2支撐紙卷,在液壓缸作用下,擺臂上下擺動[圖6-10-10(1)],從而帶動紙卷升降。擺臂2通過頂針3夾緊紙卷4[圖6-10-10(2)],頂針上裝有張力阻尼裝置,以控制引入瓦楞機的面紙或芯紙的張緊力。每個擺臂沿導向軸方向都裝有一個縱向油缸,以使二相對擺臂能作夾緊、放松、同向移動。
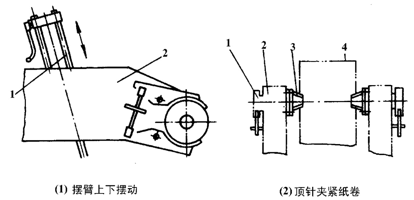
圖6-10-10 液壓送紙機示意圖
1—油缸;2—擺臂;1—抱閘;2—擺臂;3—頂針;4—紙卷
(二)無導抓瓦楞機(圖6-10-11)
有導爪瓦楞機由于導爪易磨損,且調整困難,20幾片導爪必需安裝位置一致,否則就會影響紙板質量。導爪的存在限制了瓦楞機車速的提高。真空吸附式無導爪瓦楞機于80年代初在國外興起,并形成真空吸附式、吸氣真空罩式、加壓氣墊式三種形式,逐步取代了有導爪瓦楞機。無導爪瓦楞機相對于有導爪瓦楞機是一個飛躍發展。
無導爪瓦楞機取消了導爪,采用真空吸附的形式將瓦楞紙吸附在瓦楞輥上。在下瓦楞輥的周壁均布了一些縱向深孔,在徑向用有規則的小孔把瓦楞輥齒底與縱向深孔相連通,在瓦楞輥兩端抽氣,使下瓦楞輥被瓦楞紙覆蓋部分產生負壓,將瓦楞紙牢牢地吸附在下瓦楞輥上。
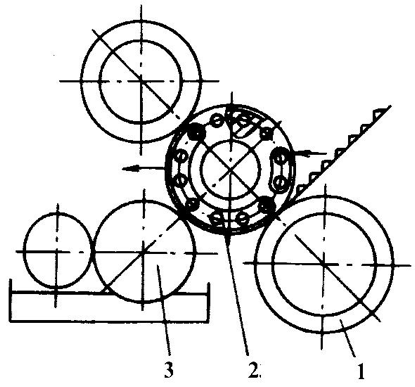
圖6-10-11 無導爪瓦楞機示意圖
1—壓力輥;2—瓦楞輥;3—上漿裝置
該機主要由上、下瓦楞輥、壓力輥、預熱輥、濕潤輥、導輥、上漿裝置、真空系統及傳動裝置等主要部件組成。在操作側設有微調機構(圖6-10-12),調整調節套二側面緊定螺釘,以調節偏心位置,從而保證上、下瓦楞輥的平行。瓦楞輥之間及壓力輥與下瓦楞輥之間采用氣缸加壓。上漿裝置由一組氣缸帶動前進或后退(圖6-10-13),上漿輥表面布有規則凹坑,使上漿均勻,耗膠量少,提高粘結強度,減少因含水量過高而使紙板翹曲變形。中途停機后,為了避免上膠輥、定量輥因受熱而使漿料干結,備有停機后自動啟動回轉上膠輥的裝置和電機。為幫助成型瓦楞紙脫離瓦楞輥及防止小孔堵塞,下瓦楞輥上還裝有一套吹氣裝置。
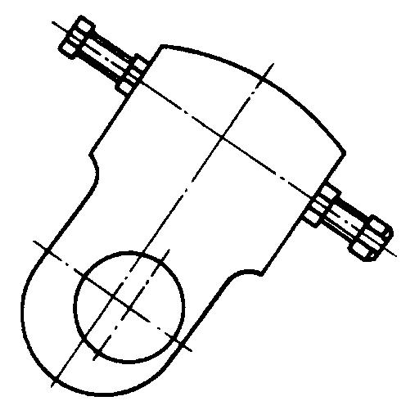
圖6-10-12 微調機構
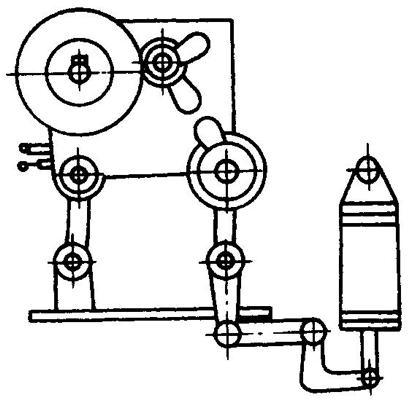
圖6-10-13 上漿裝置
返回目錄頁
|

