|
《包裝設計制作工藝與檢測技術標準實用手冊》
第六篇 包裝機械
第十章 瓦楞紙板及紙箱加工裝備
第二節 單面瓦楞紙板加工裝備
一、用途和工藝流程
單面瓦楞紙板加工裝備是生產單面瓦楞紙板所需的設備,主要有送紙機、瓦楞機和橫切機。送紙機同時向瓦楞機輸送瓦楞芯紙和面紙,瓦楞芯紙通過預熱經瓦楞輥熱軋成標準齒形,在齒頂上涂膠后與經過預熱的面紙復合成具有撓曲性的二層瓦楞紙板,再通過橫切機裁切成所需規格的單面瓦楞紙坯。
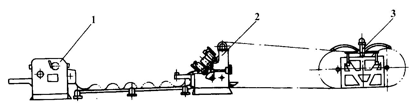
圖6-10-1 單面瓦楞紙板生產紙
1—送紙機;2—瓦楞機;3—橫切機
該生產線采用標準瓦楞芯紙為125~180g/m2,面紙為250~360g/m2,采用精玉米淀粉膠。
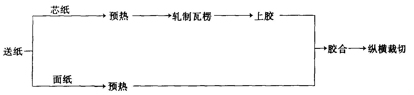
圖6-10-2 單面瓦楞紙加工工藝流程圖
二、關鍵裝備
(一)送紙機(圖6-10-3)
送紙機可同時放置芯紙和面紙紙卷,使紙幅順利地輸送到單面瓦楞機。它主要由切紙部、送紙軸、下傳動軸、動力部分組成。
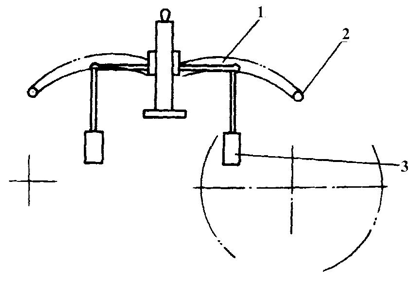
圖6-10-3 送紙機切紙工作原理示意圖
1—懸臂;2—分切刀;3—配重錘
1.切紙裝置(圖6-10-3)分切部設有二套分紙圓切刀,可將多余的紙圈直接退紙時裁切開,以便使紙張能夠得到充發的利用。使用時將分切刀2固定于懸臂1的刀槽中,將懸臂固定于橫向需裁切的位置,把刀擱在紙卷上,配上重錘3即可,不用時撤去重錘,將懸臂堅起。
2.送紙裝置(圖6-10-4)送紙軸4穿入卷筒紙2中部的紙管中,兩端用螺母1、3夾緊鎖住以后,安放在支架上。
送紙軸上裝有張力阻尼裝置,以控制輸入瓦楞機的面紙和芯紙的張緊力,并裝有紙幅調偏裝置,以保證面紙與芯紙在瓦楞機中復合時在幅寬方向上完全吻合。送紙機支架由電動機帶動升降。
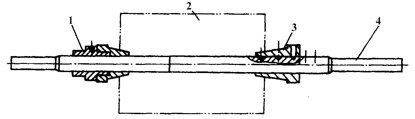
圖6-10-4 送紙機送紙裝置示意圖
1、3—螺母;2—卷筒紙;3—送紙軸
(二)有導爪瓦楞機(圖6-10-5)
基本原理和主要結構:瓦楞芯紙5通過預熱輥4預熱,經上下瓦楞輥3熱軋成瓦楞形,在瓦楞頂上涂膠后與經過預熱的面紙7粘合成具有撓曲性的二層瓦楞紙板。
瓦楞機主要由上、下瓦楞輥、壓力輥、預熱輥、導輥、上將裝置、傳動系統等主要部件組成。瓦楞輥在高速旋轉的時候,包在瓦楞輥上的瓦楞紙受到離心力的作用,它使瓦楞芯紙脫離瓦楞輥,致使軋制的瓦楞齒與瓦楞輥上的楞齒不同步而影響質量,同時上膠不均勻而使紙板翹曲。因而需用20幾片厚1.5~2mm的銅片把紙托住,這些銅片稱為導爪,這種形式的瓦楞機稱為有導爪瓦楞機。導爪的調整正確與否直接影響到紙板的質量。導爪距離下瓦楞輥太遠,直接影響紙板質量,導爪靠離瓦楞輥太近,容易把瓦楞芯紙劃破。
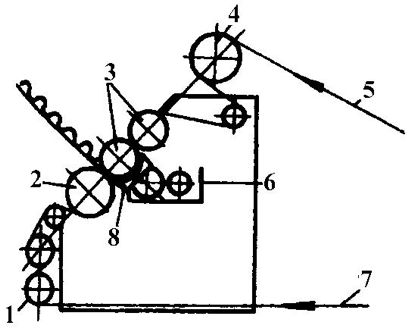
圖6-10-5 有導爪瓦楞機工作原理圖
1—預熱輥;2—壓力輥;3—瓦楞輥;4—預熱輥;5—芯紙;6—上漿裝置;7—面紙;8—導爪
為使上、下瓦楞輥的楞齒在嚙合時保持平行,在上瓦楞輥的兩側機架上裝有微調裝置。調節兩緊定螺釘來調節偏心以達到調節上、下瓦楞輥的平行度的目的。
瓦楞輥面齒形按幾可形狀可分為U型、V型和UV型。U型指齒頂(或齒溝)的圓弧半徑較大(圖6-10-6),連接圓弧的切線的夾角較小,形狀像U字形。它抗震性能好,但易壓潰。V型楞則相反,抗壓性能好,但彈性差。UV型的r1、r2及θ角介于U型與V型之間,兼有兩者的長處,因而目前大多數使用的瓦楞輥都采用UV型。
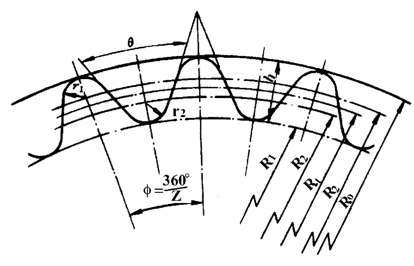
圖6-10-6 瓦楞輥面齒形圖
返回目錄頁
|

