|
《包裝設計制作工藝與檢測技術標準實用手冊》
第五篇 包裝印刷
第四章 印后加工
第一節 電化鋁燙印
(四)設置規矩
本機的前規與側規如圖5-4-12所示。兩個前規擋塊穿在前規鐵片上,可以根據紙張幅面的大小,調節兩個擋塊間的距離,前規鐵版的兩端各有一個四方孔,在壓印平板的兩端,各有一塊上面均勻地分布著四方凸起的鐵板,鐵板上有兩個長孔,前規鐵片的四方孔套在四方凸起的鐵板上,確定前規的上下位置;前規上下位置的微調靠鐵板前方的微調螺釘來完成。
本機的側規支架有兩個,分別在燙印大小紙時使用。側規定位位置的調節,需松開鎖緊螺母,調節側規擋板至定位位置,然后鎖緊螺母。側規擋板可根據所燙印的印張,做成各種形狀。
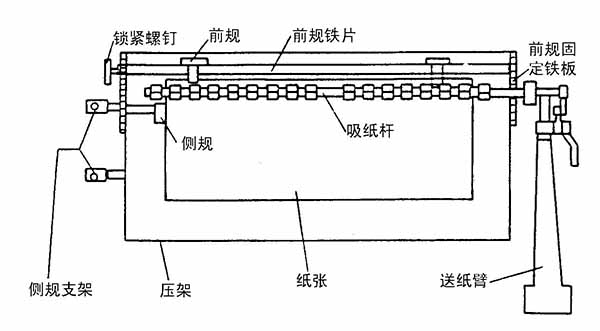
圖5-4-12 設置規矩示意圖
與所有印刷機的要求相同,前規定位線與側規定位線互相垂直。
(五)校版
裝好電化鋁,設計好走步與跳步,設置好規矩,取一張待燙產品,放在前規處定位,操作者站在壓印平板前,兩手同時按下安裝在頂罩殼兩端的按鈕,不要松手,機器運轉一個工作循環后自動停止,完成打樣,根據樣張上的燙印痕跡,進行壓力調節以及印版的位置和規矩的進一步調節。本機的墊版工作與前面所述半自動燙印機的墊版工作道理相同,不再詳細敘述。只是遇到燙印的紙張厚度變化較大時,應調節機器壓端的壓力表,改變壓印平板與印版間的距離:松開鎖緊螺釘,順時針轉動手輪,印版與壓印平板間的距離變小,壓力增大,調至大體距離,擰緊鎖緊螺釘。如要減小壓力,則向逆時針方向轉動手輪。
(六)收紙臂的調節
校好印版后,將輸紙機與主機連接好,調整輸紙臂與收紙臂。
先把“空關”、“壓切”轉換開關手柄處于“壓切”位置,用手轉動手輪使大齒輪“1”位對準紅箭頭,收紙臂已靠近壓印平板面,根據紙張幅面的大小,利用收紙臂調整鎖緊手柄,使收紙吸頭離開紙面1~2mm。
(七)送紙臂的調節
把“空關”、“壓切”開關轉換手柄處于“壓切”位置,使大齒輪“2”位對準紅色箭頭,松開送紙臂調整鎖緊螺母,根據紙張幅面和所需位置使送紙連桿在三角搖板長槽中調整好后鎖緊。要求送紙臂吸頭調整到離前規10~12mm時,吸紙頭離開紙張平面2mm。
(八)輸紙臺與收紙臺
機器正常工作時,紙堆由自動上升開關控制,自動上升。若要輸紙臺下降,將開關S處于Stop位置:按下降按鈕,輸紙臺下降,降到極限位置自動停止。如圖5-4-13所示。

圖5-4-13 輸紙臺與收紙臺控制面板
收紙臺上有一微動開關,紙張過多時碰到微動開關,機器會自動停止。
(九)空張停車與緊急停車
當位置選擇手柄處于Stop位時,機器能自控空張,紙張空張的間隙信號用調節手輪來控制。
遇到意外需要緊急停車時,可按動操作箱上的大紅按鈕或機器頂部罩殼側面上的大紅按鈕或腳踏緊急停車裝置,或拉開前面或后面的有機玻璃門。
返回目錄頁
|

