|
《包裝設計制作工藝與檢測技術標準實用手冊》
第五篇 包裝印刷
第四章 印后加工
第一節 電化鋁燙印
(三)設置走步與跳步參數
因為要打樣和校版,所以上好版后應設置走步與跳步參數,以控制電化鋁的走紙長度。
電化鋁的走紙長度是由位置控制系統控制的,這個系統可同時控制兩根軸自動以走步、走步加跳步的工作方式工作。現在舉例說明各項參數的設置過程,圖5-4-7所示為位置控制系統的控制面板,其“走步”控制每次燙印電化鋁走過的距離;“程序次數”控制多塊印版同時燙印時,每相鄰兩塊印版間距離可以燙印的次數,即相鄰兩塊印版間能容納“走步”距離的數量;“跳步”控制伺服電機在一個循環內全部“走步”完成后拉過使用過的電化鋁的距離。

圖5-4-7 走步、跳步設置面板圖
1.當只有一塊印版進行燙印時,走步的工作方式
當只有一塊印版進行燙印時,可將“走步”撥碼盤置數為:印版的寬度加至少1mm,“程序次數”撥碼盤置數為1,“跳步”撥碼盤置數與“走步”撥碼盤相同,這時,伺服電機拖動電化鋁以“走步”的方式工作,每次移動的距離為印版的寬度加至少1mm。1mm的距離分別分配給印版的兩邊,免得兩次燙印在電化鋁上重疊,使承印物有燙印不全的地方。
例1:一塊印版燙印,印版的寬度為40mm,控制器撥碼盤應如圖5-4-8所示。

圖5-4-8 設置示意圖
2.當有兩塊以上印版同時燙印時,就是帶“跳步”的工作方式
假如有兩塊或兩塊以上印版且相鄰兩塊印版間的距離較大時,為了充分利用電化鋁,需要計算后在控制器上置數,使伺服電機拖動電化鋁以“走步”方式和“跳步”方式相間工作。
例2:金屬板上布置有兩塊寬度L=40mm的印版,印版間距離S=212mm,如圖5-4-9所示。

圖5-4-9 板面示意圖
(1)程序次數撥碼盤上的置數:兩版間距離S=212mm,印版寬L=40mm,在S距離內可燙印的圖案數Na=S/L=212/40=5.3(個)取Na=5,在“程序次數”撥碼盤上置數為5。
(2)“走步”撥碼盤的置數:“走步”撥碼盤的置數P=S/Ha=212/5=42.4(mm)取P=42mm,在“走步”撥碼盤上置數為42。
(3)“跳步”撥碼盤的置數:“跳步”撥碼盤上的置數應大于:版間距+印版寬×版數,即S+2L=212+40×2=292(mm),至少應是293mm,此例在控制面板上的置數如圖5-4-10所示。
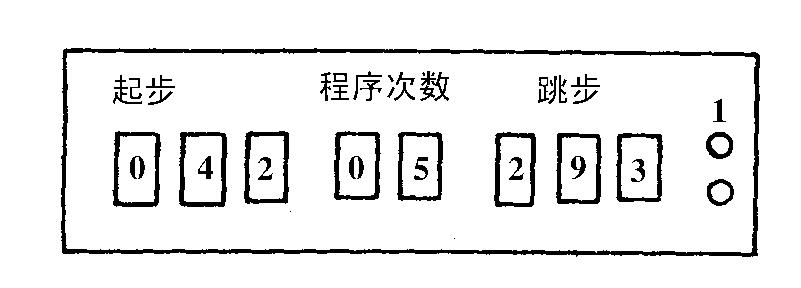
圖5-4-10 設置示意圖
例2計算方法的特點是:將兩塊印版間的距離平均分配給每個“走步”距離,而不是給每個“走步”1mm的富裕。
例3:假如有三塊印版同時燙印,印版的寬度L=16mm,相鄰兩塊印版間距離S=239mm。
(1)“程序次數”撥碼盤的置數:Na=S/L=239/16≈14.93取Na=14
(2)“走步”撥碼盤的置數:P=S/Na=239/14≈17.1取P=17
(3)“跳步”撥碼盤的置數:“跳步”撥碼盤置數應大于:相鄰版間距×版間距數+版寬×版數=239×2+16×3=526(mm)取527。例3在控制面板上的各數如圖5-4-11所示。
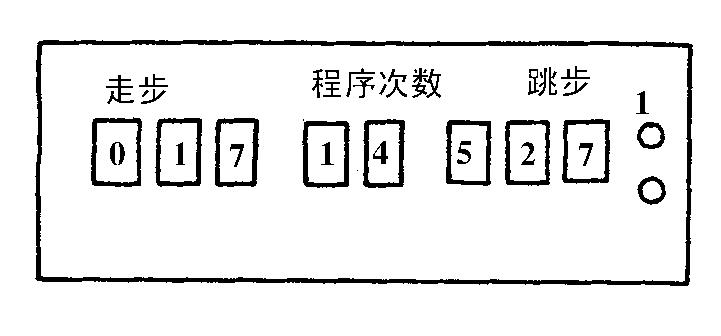
圖5-4-11 設置示意圖
例4:有三塊印版同時燙印,L=16mm,S=234mm。
(1)“程序次數”撥碼盤的置數:Na=S/L=234/16=14.61取Na=14
(2)“走步”撥碼盤的置數:P=S/Na=234/14≈16.72假如這時取P=16,與印版寬度L=16相同,電化鋁上就會疊印,承印物上會出現空白,可以有兩種方法解決。a.重新安排印版的間距,如把印版間距拉大到238mm以上,再進行計算置數。
b.重新計算置數,減小程序次數。
當取Na=13,P=234/13≈18.4 取P=18
(3)“跳步”撥碼盤上的置數:如采用方法b,“跳步”撥碼盤置數應大于:234×2+16×3=516 取517
應該注意的是:每次產品印完后,新產品開印前都要重新置數。
前面曾提到半自動燙金機的置數問題。其實兩種機器置數的計算道理相同,工作中可參照全自動機計算方法,不同的是半自動機的走紙方向是與地面垂直,TYML750-SY機的走紙方向與地面平行。
返回目錄頁
|

