|
《包裝設計制作工藝與檢測技術標準實用手冊》
第五篇 包裝印刷
第二章 包裝印刷材料
第五節 版材及制版工藝
4.涂布
(1)絲網漏印截面圖見圖5-2-18。圖中油墨面即存油墨的一面,印刷面即與承印物接觸的面。

圖5-2-18 絲網漏印版截面圖
(2)第一類涂布制作的絲網漏印版,涂布次數及印刷范圍見圖5-2-19。
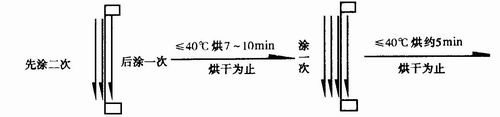
圖5-2-19 涂布次數及印刷范圍(1)
第一次涂布,先在印刷面刮涂二遍,后在油墨面刮涂一遍,在印刷面涂布二次,主要目的是讓感光膠與絲網具有良好的接觸,另一方面可減少針孔的產生,烘干后,再在印刷面涂布一遍感光膠,增加膠層厚度,彌補針孔的發生。
上面涂布方法所制作出的絲網漏印板,膠膜厚度一般在0.15~0.18mm之間,主要用于絲印各種表牌、表盤、不干膠商標、印制電路板、絲印阻焊油墨、字符油墨、名片的絲印、各種塑料制品的絲印、淡色人造革、皮革、牛筋布、針紡織品、彩色加網等印刷,因為它們對絲印墨層要求薄,不需要有明顯的厚度。
(3)第二類涂布制作的絲網漏印版,涂布次數及印刷范圍見圖5-2-20。

圖5-2-20 涂布次數及印刷范圍(2)
這類涂布,共涂四次,烘干四次,膠層厚度大約在0.3~0.4mm之間需要說明的,從圖中可知,在油墨面,只是在第一次涂布時刮涂過一次,其余每次涂布均在印刷面進行,也就是說,膠層厚度主要在印刷面。另外,除空絲網第一次涂布時,可在印刷面連續刮涂二遍,以后每次涂布,只能在印刷面刮涂一遍,不能連續反復刮涂,否則容易將底層膠刮出,損壞膜層。
這樣制出的絲網漏印版,主要用于絲印腐蝕標牌、印制電路板電路圖形、要求具有立體感的承印件、深色人造革、皮革、牛筋布、帆布等等,膠層厚,漏印下去的墨層也厚,在腐蝕標牌和線路板腐蝕時,抗蝕力強,在深色承印件上墨層厚、遮蓋率強,墨層不會滲色變色。
(4)第三類涂布制作的絲網漏印板、涂布次數及印刷范圍。按第二類涂布方法,在印刷面涂布第五次,烘干后,再涂布一次,應該共涂六次膠,在印刷面形成較厚的膠層。如圖5-2-21。
這樣制作出來的絲網漏印板,膠層厚度可達到5~6μm,供厚膜電路、炭膜電阻、氣缸密封墊及表面比較粗糙的各類制品,如粗糙深色織物、深色帆布等的絲網印刷。
絲網印刷行業中,制作絲網漏印版的方法,大都屬于這三種類型;如要制作特別精細的圖像,應選用薄型單絲絲網制版,涂布膠層不宜厚,涂布方法如圖5-2-22。
印刷面刮涂二次感光膠,后在油墨面將滲透過來的感光膠鏟去,并不是在油墨面涂布一層膠,因為精細線條膠層薄一些有利于制版,與前面三類有所不同,前三類可在油墨面涂布一層感光膠。
5.烘干
每涂布一次感光膠必須烘干一次,而且要在低溫下烘干,一定要干透。烘干設備最宜恒溫低溫帶鼓風的烘箱,烘干為止。不能久烘,以防產生熱交聯,影響制版質量,干后即進行下一次涂布。
6.曬版
用紫外線冷光燈曬版。

圖5-2-21 涂布6次的絲網漏印板

圖5-2-22 薄型單絲絲網版涂布方法
7.顯影
將曝光后的絲網版浸泡于自來水中,約1~2min。再用壓力水(自來水壓力)沖洗干凈,也就是將未曝光的圖文部分沖洗干凈。如有局部細線條顯不出,可用顯影液輔助顯影。即用毛刷顯影液涂刷在未顯出部分,放置30s至1min,用壓力水沖出。
8.涼干
將絲網版涼干。
9.封網、修版
直接法絲網印刷版制版工藝流程見圖5-2-23。
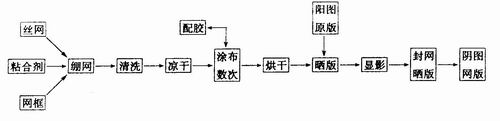
圖5-2-23 直接法絲網印刷制版工藝流程
返回目錄頁
|

