|
《包裝設計制作工藝與檢測技術標準實用手冊》
第四篇 包裝設計基礎
第三章 包裝容器結構設計
第四節 金屬包裝容器結構設計
(二)二片罐的結構設計與計算
1.二片罐的結構設計
二片罐的罐形、結構尺寸及封口形式由于受制罐設備的限制,可變化的余地很小,其結構設計在實質上是選定罐形、制造工藝方法及封口形式等。在具體設計中應注意以下幾個方面。
a.罐形和罐容規格的選擇。二片罐的罐形和罐容與三片罐基本相同,首推選擇圓形罐且要求罐容規格盡量選用標準規格尺寸。
b.罐壁厚度。對非壓力容器根據要求選定壁厚,一般為0.15~0.5mm左右;對于壓力容器(如盛裝含氣飲料),則應按公式(4-3-37)計算罐壁所需最小厚度。
c.制造工藝方法。二片罐的制造方法有淺拉深、深拉深及變薄拉深3種方法,根據要求合理選定。
d.封口形式。一般可選用標準的二重卷封結構。
e.開封形式。常用的開封形式有頂形式、側面卷開式、飲料罐易開蓋式和整體拉開蓋式等。在選擇罐形時,同時應確定開封形式。
2.二片罐壞料尺寸計算
二片罐在罐身成型時,先用板料沖壓出圓形壞料,然后再沖壓拉深成型罐。圓形壞料尺寸,通常依照表面不變或體積不變原則計算。
對拉深罐的圓形壞料尺寸,按表面積不變原則計算;對于變薄拉深罐,其圓形壞料尺寸則接體積不變原則來估算。圓柱形罐壞料表面積常用計算公式參見表4-3-39。
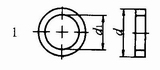
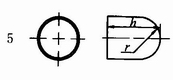
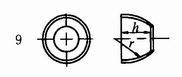
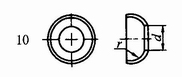
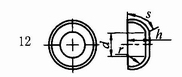
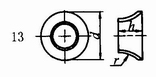
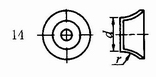
表4-3-39 常用拉深罐壞料表面積計算公式
|
A=π(d2-d21)/4 |
|
A=2πrh
A=π(d2/4+h2) |
|
A=π(d2/4+h2)
h=r-r2-d2/4 |
|
A=2πr2 |
|
A=2πrh |
|
A=2.222dh2+d2/4 |
|
A=πdh |
|
A=πf(d+d12)
f=h2+(d1-d2) |
|
A=2πrh |
|
A=2πr2+π2rd2 |
|
A=π2rd2-2πr2 |
|
A=π(ds-2rh) |
|
A=π(ds-2rh) |
|
A=π2rd |
|
A=π2rd |
例1 拉深罐圓形壞料計算:罐壞結構及尺寸如圖4-3-143所示,計算圓形壞料尺寸。
由圖可知,其結構是表4-3-39中序號1,2,7,10,11的組合。故按面積不變原則有:
πD24=πdh+π2r2(d-2r2)2-2πr22+π2r1d12+2πr21+2πrh1+π4(d21-d22)
整理后得:
D=4dh+2πr2(d+2r2)-8r22+2πr1d1+8r21+(d21-d22)+8rh1
實際壞料尺寸,考慮到拉深后要裁去沖件上的部分邊料,D壞應為:
D壞=D+(10~30) (4-3-44)
例2 變薄拉深罐圓形壞料尺寸計算:罐形結構及尺寸如圖4-3-144所示,估算圓形壞料尺寸。
根據體積不變原則,有:
πD24t0=πd2t34+πdh2t2+πdh1t1
整理后得:
D=d2t3+4dh1t1+4dh2t2t0
考慮到修邊需裁去部分邊料,故:
D坯=d2t3+4dh1t1+4dh2t2t0+(10~30) (4-3-45)

圖4-3-143 拉深罐坯料計算圖
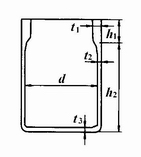
圖4-3-144 變薄拉深罐坯料計算圖
返回目錄頁
|