|
《包裝設計制作工藝與檢測技術標準實用手冊》
第四篇 包裝設計基礎
第三章 包裝容器結構設計
第四節 金屬包裝容器結構設計
(三)金屬包裝容器典型制造工藝過程概述
1.金屬罐典型制造工藝過程
(1)三片罐。三片罐有圓柱形罐和異形罐兩大類,其成型加工工藝基本相同。根據罐身制造工藝方法的不同,有壓接罐、粘接罐和焊接罐3種。這3種罐的區別在于罐身側縫的加工方法不同;而罐底、罐蓋,以及罐底和罐蓋與罐身結合的加工方法相同。
①壓接罐。壓接罐的罐身是沿用老式的切角、端折、壓平工藝制造,主要用于密封要求不嚴的食品罐。以圓形罐為例,其典型制造工藝過程見圖4-3-119,但現在使用較少。

圖4-3-119 壓接罐制造工藝過程
②粘接罐。粘接罐的罐身是用有機粘合劑粘接縱縫的制罐工藝制造。制罐時將熔融的粘劑,涂布于罐身的搭接或鉤合的接縫,經加熱、加壓、冷卻,使接縫緊密粘合。有粘合劑壓合法和粘合劑層合法兩種。其典型制造工藝過程見圖4-3-120。
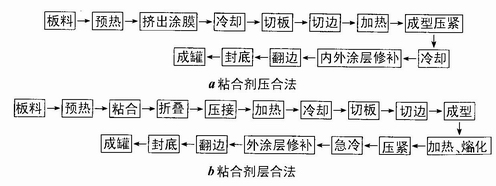
圖4-3-120 粘接罐制造工藝過程
③焊接罐。焊接罐是罐身縱縫采用焊接密封制造的金屬罐。焊接方法有錫焊和電阻焊兩種,其中錫焊存在鉛污染問題,基本上被電阻焊制罐工藝所淘汰。錫焊和電阻焊制罐工藝過程見圖4-3-121。
④罐蓋(底)。無論罐身是哪種方法制造,它們的罐蓋(底)的制造工藝基本一樣。以圓蓋為例其制造工藝過程見圖4-3-122。
(2)二片罐。二片罐也有圓柱形罐和異形罐兩大類。根據罐身的制罐工藝方法的不同有淺拉深罐、深拉深罐和變薄拉深罐3種。
①淺拉深罐。淺拉深罐的高徑比較小(<1),只要一次拉深即可成型,其制造工藝過程見圖4-3-123。
②深拉深罐。深拉深罐的高徑比較大(>1),由于板材極限拉伸比的限制,需分若干次拉深才能成型。其制造工藝過程見圖4-3-124。
③變薄拉深罐。罐向側壁厚度在拉深過程中顯著變薄。但罐底部的厚度基本不變。其制造工藝過程見圖4-3-125。
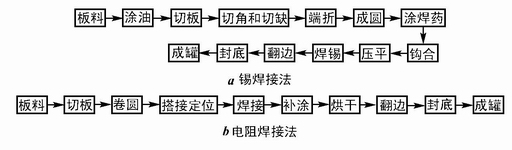
圖4-3-121 焊接罐制造工藝過程

圖4-3-122 罐蓋(底)制造工藝過程

圖4-3-123 淺拉深罐制造工藝過程

圖4-3-124 深拉深罐制造工藝過程

圖4-3-125 變薄拉深罐制造工藝過程
④易開蓋。各式各樣的易開罐蓋,制造工藝大同小異,最常見的拉環式易開蓋制造工藝過程見圖4-3-126。
2.金屬桶典型制造工藝過程
以圓桶為例簡要介紹其制造工藝過程。
(1)桶身。圓形閉口鋼桶桶身的制造工藝過程見圖4-3-127。與圓形開口鋼桶桶身的制造工藝過程相比,圓形開口鋼桶桶身的制造工藝多一道桶口卷線工序。異形鋼桶桶身制造工藝一般比圓形鋼桶桶身制造工藝多一道脹型工序。

圖4-3-126 易開蓋制造工藝過程

圖4-3-127 圓形閉口鋼桶桶身制造工藝過程
(2)桶底。桶底的制造工藝過程見圖4-3-128。

圖4-3-128 桶底制造工藝過程
(3)桶蓋、桶頂。桶頂的制造工藝過程見圖4-3-129;桶蓋的制造工藝過程見圖4-3-130。

圖4-3-129 桶頂制造工藝過程

圖4-3-130 桶蓋制造工藝過程
(4)封口組合。桶身和桶底、頂、桶口件制造完成后,最后經封口組合成桶。封口組合是最后一道決定鋼桶質量的關鍵工序。目前最常用的方法是二重平卷邊封口和三重卷邊封口。
3.金屬軟管金屬軟管制造比較簡單,主要工藝是將金屬片狀毛壞沖壓擠出成型,其制造工藝過程見圖4-3-131。

圖4-3-131 金屬軟管的制造工藝過程
返回目錄頁
|

