|
《包裝設計制作工藝與檢測技術標準實用手冊》
第四篇 包裝設計基礎
第三章 包裝容器結構設計
第二節 塑料包裝容器結構設計
(二)旋轉成型容器結構設計要點
1.幾何形狀
若采用旋轉成型方法制造,則應在設計上保證容器制品的幾何形狀適合于旋轉成型的工藝要求,必須是中空的,見圖4-3-84。

圖4-3-84 中空容器制品
2.工藝要求
(1)壁面間隙。見圖4-3-85,中空容器壁面之間最小間隙應大于其壁厚的4倍,否則會出現壁面間的粘連。

圖4-3-85 中空容器制品壁面之間最小間隙
(2)凸凹部位。見圖4-3-86,中空容器制品內凸部位壁厚小于其它部位壁厚;外凸部位壁厚大于其它部位壁厚(圖4-3-86)。對于外凸,為保證充填其寬度不得小于6mm,夾角不得小于90°。

圖4-3-86 內、外凸壁厚
(3)壁面。旋轉成型大面積平坦壁面較困難,一般在設計上可在壁面加筋和凹凸圖案,這樣既提高容器制品剛度又利于成型。筋應盡量選擇寬而低的筋,避免出現粘連現象。
3.壁厚
設計上,旋轉成型容器制品的壁厚應均勻一致,厚度大小可具體考慮容器制品的使用要求確定,但應盡量控制在1.6~6mm范圍內,最大壁厚不得超過12mm,最小壁厚不得小于0.4mm(用聚氯乙烯塑料)。壁厚的偏差控制在±5%左右。
在成型過程中,可以通過加入模具中塑料量的增減調節來控制壁厚或作適當調控。
對于圓筒形中空容器制品,為保證壁厚均勻,必須控制長徑比即L/D≤4(圖4-3-87)。
4.圓角
旋轉成型容器制品其外壁面轉角受模具內型面轉角控制,容器制品內壁面轉角在成型時自然形成圓角,一般內壁面圓角半徑稍大于外壁面圓角。設計上要求外壁圓角半徑最小要大于2倍的壁厚,見圖4-3-88。
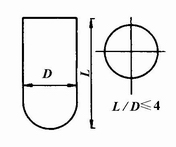
圖4-3-87 圓筒形容器制品長徑比
旋轉成型的容器制品在設計上應避免銳邊和尖角,在所有的角隅處均應設計成圓角。
5.脫模斜度
因旋轉成型是凹模中完成,對收縮率較大的塑料制造的容器制品能自然脫離模具型面,設計上可不考慮脫模斜度。若加工的塑料材料為硬質或收縮率小,則垂直方向壁面應考慮脫模斜度的影響。脫模斜度一般取1/9,最小為1/45。

圖4-3-88 容器制品外壁面圓角半徑
6.尺寸公差
設計旋轉成型的容器制品時一般不可將容器制品的尺寸精度確定得太高。推薦選取的容器制品尺寸偏差為公稱尺寸的±5%。
如果用旋轉成型制造高尺寸精度的容器制品,在設計上,首先必須選擇收縮率低的塑料;其次,必須通過試驗測定塑料在旋轉成型加工條件下的塑料實際收縮率,然后以該收縮率作為依據精確設計模具型腔尺寸。
(三)泡沫塑料容器結構設計要點
泡沫塑料包裝容器主要用于產品運輸中的防震和緩沖包裝以及食品包裝。
對這類容器制品,在其結構設計中除了按照緩沖及防震原理考慮外,還應按成型工藝要求考慮來確定其幾何形狀及各部分尺寸,以期獲得完美的容器制品。
1.壁厚
壁厚應保持其本一致。壁厚如果不均,因壁薄部分冷卻較快,與厚壁連接的部位易產生熔合不良。如果由于幾何形狀的限制這種情況的出現不可避免時,則應當考慮將厚壁的背面做成凹槽,以保證壁厚的均勻。
在結構上應防止壁厚的突變,相鄰兩個不同壁厚的差異應小于3∶1,而交接處要圓角過渡,以避免該部位出現熔合不良(圖4-3-89)。

圖4-3-89 壁厚的圓角過渡要求
泡沫塑料容器形成壁厚的必要條件是在模具的最薄部位發泡粒子必須三粒以上并列(圖4-3-90)。故可據此確定泡沫塑料容器的最小壁厚,見表4-3-23。
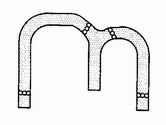
圖4-3-90 泡沫塑料形成壁厚的必要條件
表4-3-23 泡沫塑料容器制品的最小壁厚,mm
厚料顆粒 |
大 |
中 |
小 |
極小 |
最小壁厚 |
12 |
9.5 |
6.5 |
1.5 |
2.圓角
發泡成型的泡沫塑料容器制品是由顆粒狀塑料經膨脹熔合成型,其角隅處往往成為強度最弱部位,尤其是遇到銳角處就熔合不好,且密度低。因此,在設計中應力求避免銳角,設計成半徑為3~12mm為最佳,一般對內壁圓角和加強筋根部圓角可取較小值,外壁圓角則應取較大值(內壁圓角+壁厚)。如果采用的塑料顆粒尺寸較小,內角也可以小至1.5mm。
3.形狀
應盡量避免在開模方向的側面設計的凹槽,因為成型這些凹槽要在模具上設計側抽芯,從而造成模具結構復雜,具易泄漏蒸氣,使生產時間延長而增加成本。
4.脫模斜度
泡沫塑料容器制品至少應有1/20的脫模斜度,一為脫模容易,二為避免側壁在脫模時留下劃痕,影響表面質量。
5.邊緣部位
因為邊緣部位處于分型面上,蒸氣易出現跑漏,使溫度降低,出現熔合不良,降低該部位的強度,故邊緣部位的壁厚不可邊薄。
6.分型面
分型面要設計在直壁相接處,不可放在直壁與平面相接處。因直壁與平面相接時,在模具上那個平面易跑漏蒸氣,會造成熔合不良(圖4-3-91)。

圖4-3-91 分型面
7.充料口
因為充料品不可避免會留下填料痕跡,影響外觀,設計上,應將其置于外表面不明顯的部位。
返回目錄頁
|

